
冷却速率控制在什么范围
发布时间:2014/5/25 13:48:56 访问次数:1721
那么,冷却速率控制在什么范围呢?
IPC/JEDEC 020C标准规定的冷却斜率的范围为一3一一6℃/s。但是许多机构的实践证明, REG710NA-5当斜率达到-4.5℃/s时,焊点质量就会下降,某些陶瓷、玻璃体元件会损坏。目前大多数企业的降温斜率一般控制在-2~-4℃/s。
由于目前组装板的复杂程度越来越高,因此还要根据组装板的具体情况、通过工艺试验来确定适合具体产品的冷却速率。
研究表明,再流焊时,由于各种材料(不同的焊料、PCB材料、Cu、Ni、Fe-Ni合金)的热膨胀系数( CTE)或热性能的差异,缓慢地冷却会降低内应力。因此在实施无铅合金再流焊接时,应充分考虑下面几个因素的影响:
●液相时间( TAL)对金属间界面生长和焊点剪切强度的影响;
●冷却速率对焊点强度和金属间成型率的影响;
●温度曲线的影响;
●不同表面涂覆材料对焊点剪切强度的影响;
●老化对焊点剪切强度的影响。
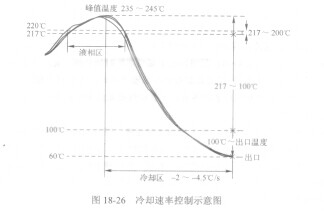
图18-26是冷却速率控制示意图。一般冷却过程可按照以下几个阶段进行控制:第一阶段从峰值温度至凝固点(63Sn-37Pb共晶合金为220~183℃,Sn-Ag-Cu合金为245~217℃);第二阶段从凝固点至100℃(63Sn-37Pb共晶合金为183~100℃,Sn-Ag-Cu合金为217~1000C);第三阶段从100℃至再流焊妒出口,出口处温度一般要求低于60℃。
那么,冷却速率控制在什么范围呢?
IPC/JEDEC 020C标准规定的冷却斜率的范围为一3一一6℃/s。但是许多机构的实践证明, REG710NA-5当斜率达到-4.5℃/s时,焊点质量就会下降,某些陶瓷、玻璃体元件会损坏。目前大多数企业的降温斜率一般控制在-2~-4℃/s。
由于目前组装板的复杂程度越来越高,因此还要根据组装板的具体情况、通过工艺试验来确定适合具体产品的冷却速率。
研究表明,再流焊时,由于各种材料(不同的焊料、PCB材料、Cu、Ni、Fe-Ni合金)的热膨胀系数( CTE)或热性能的差异,缓慢地冷却会降低内应力。因此在实施无铅合金再流焊接时,应充分考虑下面几个因素的影响:
●液相时间( TAL)对金属间界面生长和焊点剪切强度的影响;
●冷却速率对焊点强度和金属间成型率的影响;
●温度曲线的影响;
●不同表面涂覆材料对焊点剪切强度的影响;
●老化对焊点剪切强度的影响。
图18-26是冷却速率控制示意图。一般冷却过程可按照以下几个阶段进行控制:第一阶段从峰值温度至凝固点(63Sn-37Pb共晶合金为220~183℃,Sn-Ag-Cu合金为245~217℃);第二阶段从凝固点至100℃(63Sn-37Pb共晶合金为183~100℃,Sn-Ag-Cu合金为217~1000C);第三阶段从100℃至再流焊妒出口,出口处温度一般要求低于60℃。
 相关技术资料
相关技术资料- 5-25冷却速率控制在什么范围

 公网安备44030402000607
公网安备44030402000607





