

浸锡焊接法
发布时间:2013/9/8 20:07:19 访问次数:1755
浸锡焊接就是采用简易的锡炉代替波峰焊接机来进行片状元器件焊接的一种方法。
①准备及要求。采用浸锡焊接法来对片状元器件进行焊接时,74HC14D所使用焊锡的温度应控制在235~255℃,浸锡的时间约为2~4 s。
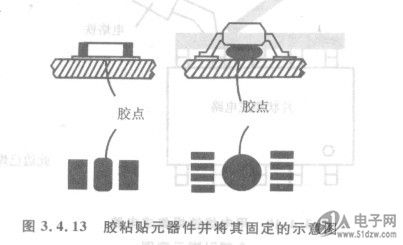
②浸锡焊接。浸锡焊接之前,先用环氧树脂胶将所需浸焊的元器件粘贴在印制电路板上所需焊接的位置上,但应将元器件引脚与焊盘的位置调整准确以后,用手按住元器件上表面使其固定。用胶粘贴元器件并将其固定的示意图如图3.4.13所示。在阴凉处使紧固胶干后,在元器件引脚及其焊盘上涂上助焊剂以盾,就可用不锈钢镊子夹住印制电路板送至锡炉进行浸锡。
图3.4. 13胶粘贴元器件并将其固定的示意图
使用热风枪焊接
在焊盘上涂上焊料,用胶粘贴元器件并将其固定后,可以使用热风枪进行焊接。
热风枪是一种重量轻、使用方便的片状元器件焊装工具。用其可以焊装大外形,多引线,任意形状的元器件。由于其局部加热不与工件接触,因此与电烙铁相比成功率较高,但必须具备一整套与不同元器件配合使用的管嘴,故使用成本较高,一般多为电子产品制造厂家使用。
热风枪是利用热空气来熔化焊点的,通常热风枪温度高达400℃。为了能准确地控制并引导热气流到所需的焊盘和元器件引脚,需要给热风口加上与元器件对应的特殊专用管嘴,以防止影响令B近其他元器件。当进行焊接时,用其对焊盘进行热风整平,以及使焊剂再流焊,从而完成表面片状元器件的焊装。
虽然用电烙铁焊接表面安装元器件经济而方便,但由于受元器件引脚数量与形状的限制,并且对操作的要求较高,需要经过多次练习与试验才会掌握,否则易损坏元器件焊盘而导致不良后果。
浸锡焊接就是采用简易的锡炉代替波峰焊接机来进行片状元器件焊接的一种方法。
①准备及要求。采用浸锡焊接法来对片状元器件进行焊接时,74HC14D所使用焊锡的温度应控制在235~255℃,浸锡的时间约为2~4 s。
②浸锡焊接。浸锡焊接之前,先用环氧树脂胶将所需浸焊的元器件粘贴在印制电路板上所需焊接的位置上,但应将元器件引脚与焊盘的位置调整准确以后,用手按住元器件上表面使其固定。用胶粘贴元器件并将其固定的示意图如图3.4.13所示。在阴凉处使紧固胶干后,在元器件引脚及其焊盘上涂上助焊剂以盾,就可用不锈钢镊子夹住印制电路板送至锡炉进行浸锡。
图3.4. 13胶粘贴元器件并将其固定的示意图
使用热风枪焊接
在焊盘上涂上焊料,用胶粘贴元器件并将其固定后,可以使用热风枪进行焊接。
热风枪是一种重量轻、使用方便的片状元器件焊装工具。用其可以焊装大外形,多引线,任意形状的元器件。由于其局部加热不与工件接触,因此与电烙铁相比成功率较高,但必须具备一整套与不同元器件配合使用的管嘴,故使用成本较高,一般多为电子产品制造厂家使用。
热风枪是利用热空气来熔化焊点的,通常热风枪温度高达400℃。为了能准确地控制并引导热气流到所需的焊盘和元器件引脚,需要给热风口加上与元器件对应的特殊专用管嘴,以防止影响令B近其他元器件。当进行焊接时,用其对焊盘进行热风整平,以及使焊剂再流焊,从而完成表面片状元器件的焊装。
虽然用电烙铁焊接表面安装元器件经济而方便,但由于受元器件引脚数量与形状的限制,并且对操作的要求较高,需要经过多次练习与试验才会掌握,否则易损坏元器件焊盘而导致不良后果。
 相关技术资料
相关技术资料- 9-8浸锡焊接法
- 9-2锯齿波转换器电路
- 8-14电感器主要参数解读
- 8-3分压式自偏压电路
- 3-29简单的无结构路由协议

 公网安备44030402000607
公网安备44030402000607





