
选择性波峰焊有拖焊和浸焊两种方式
发布时间:2014/5/3 17:33:34 访问次数:1616
(1)拖焊
拖焊是采用单喷嘴或双喷嘴按照事先设定好的路径,顺序式完成焊接的加工方式,NLV25T-270J-PF锡槽温度、助焊剂喷射位置、助焊剂喷射量、波峰喷嘴的锡波高度、波峰喷嘴的运动路径以及波峰喷嘴的瓜Y Z三个方向的坐标位置都可由专用软件精确编制控制。这种设备可以对电路板上通孔元件的单个焊点或成排焊点进行焊接,在应用上具有高度的灵活性。适合多品种、少量焊点的组装板。
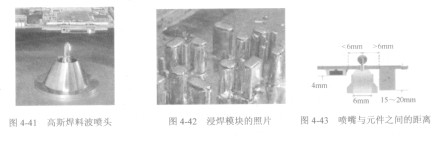
拖焊方式使用“高斯波”焊料喷嘴(见图4-41)进行点式或拖拉式选择性焊接。微型高斯焊料波喷头具有倾斜方式焊接的功能,更有效地避免短路、拉尖等焊接缺陷。
(2)浸焊
浸焊是多点同步完成焊接的加工方式,其中有为特定的电路板或拼板而设计的多喷嘴平板,多个喷嘴中锡波同时上升到电路板的相应位置进行同步焊接。为提高喷射助焊剂的效率,可以使用一种掩模钢板,把板子上不需要喷涂助焊剂的位置掩盖掉。这种设备在应用上大太提高了生产效率,适用于品种少、批量特大的产品生产。
图4-42是浸焊模块照片。
选择性波峰焊对PCB设计上的要求
选择性波峰焊对PCB设计有一定的要求。为了不影响周边相邻元器件,在选择焊接的焊点周围需要留出焊接通道,相邻焊点边缘、元器件及焊嘴间的距离应大于5~6mm。元器件体厚度小于4mm时,元件及焊嘴间的距离可小于6mm;元器件体高度大于15~20mm时,元器件及焊嘴间的距离应大于6mm,如图4-43所示。这一点对工艺的稳定性很重要。浸焊式选择焊工艺可焊接0.7~lOmm的焊点,短引脚及小尺寸焊盘的焊接工艺更稳定,桥接可能性也小。
图4-41 高斯焊料波喷头 图4-42浸焊模块的照片 图4-43 喷嘴与元件之间的距离
(1)拖焊
拖焊是采用单喷嘴或双喷嘴按照事先设定好的路径,顺序式完成焊接的加工方式,NLV25T-270J-PF锡槽温度、助焊剂喷射位置、助焊剂喷射量、波峰喷嘴的锡波高度、波峰喷嘴的运动路径以及波峰喷嘴的瓜Y Z三个方向的坐标位置都可由专用软件精确编制控制。这种设备可以对电路板上通孔元件的单个焊点或成排焊点进行焊接,在应用上具有高度的灵活性。适合多品种、少量焊点的组装板。
拖焊方式使用“高斯波”焊料喷嘴(见图4-41)进行点式或拖拉式选择性焊接。微型高斯焊料波喷头具有倾斜方式焊接的功能,更有效地避免短路、拉尖等焊接缺陷。
(2)浸焊
浸焊是多点同步完成焊接的加工方式,其中有为特定的电路板或拼板而设计的多喷嘴平板,多个喷嘴中锡波同时上升到电路板的相应位置进行同步焊接。为提高喷射助焊剂的效率,可以使用一种掩模钢板,把板子上不需要喷涂助焊剂的位置掩盖掉。这种设备在应用上大太提高了生产效率,适用于品种少、批量特大的产品生产。
图4-42是浸焊模块照片。
选择性波峰焊对PCB设计上的要求
选择性波峰焊对PCB设计有一定的要求。为了不影响周边相邻元器件,在选择焊接的焊点周围需要留出焊接通道,相邻焊点边缘、元器件及焊嘴间的距离应大于5~6mm。元器件体厚度小于4mm时,元件及焊嘴间的距离可小于6mm;元器件体高度大于15~20mm时,元器件及焊嘴间的距离应大于6mm,如图4-43所示。这一点对工艺的稳定性很重要。浸焊式选择焊工艺可焊接0.7~lOmm的焊点,短引脚及小尺寸焊盘的焊接工艺更稳定,桥接可能性也小。
图4-41 高斯焊料波喷头 图4-42浸焊模块的照片 图4-43 喷嘴与元件之间的距离
上一篇:选择焊设备的组成及技术要点
上一篇:检测设备
 相关技术资料
相关技术资料- 5-3选择性波峰焊有拖焊和浸焊两种方式
热门点击
- 电源线抗扰度曲线
- 选择性波峰焊有拖焊和浸焊两种方式
- PBGA (Plastic BaIIGrid
- 铬酸盐涂层分类
- 波峰焊机
- 典型MOV的电流-电压关系
- 多层板叠层的6个主要目标如下
- 去耦电容的布设和安装
- 绝缘机壳
- 磁场感应共模电压到电源的直流输出导线
推荐技术资料

- 泰克新发布的DSA830
- 泰克新发布的DSA8300在一台仪器中同时实现时域和频域分析,DS... [详细]
 公网安备44030402000607
公网安备44030402000607





