
再流焊中锡珠生成原因与解决办法
发布时间:2012/10/13 20:24:14 访问次数:869
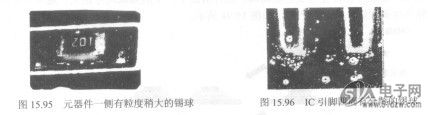
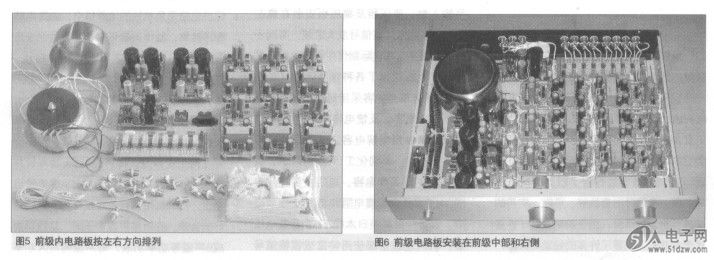
锡珠是再流焊常见AT697F-KG-SV的缺陷之一,其原因是多方面的,不仅影响到外观而且会引起桥接。锡珠可分为两类,一类出现在片式元器件一侧,常为一个独立的大球状,如图15.95所示;另一类出现在lC引脚四周,呈分散的小珠状,如图15.96所示。
现将原因分析如下。
1.温度曲线不正确
再流焊曲线可以分为4个区段,分别是预热、保温、再流和冷却。预热、保温的目的是为了使PCB表面在60~90s内升到150℃,并保温约90s,这不仅可以降低PCB及元器件的热冲击,更主要是确保锡膏的溶剂能部分发挥,不致于在再流焊时,由于温度迅速升高出现溶剂太多而引起飞溅,以致锡膏冲出焊盘而形成锡珠。因此通常应注意升温速率,并采取适中的预热,如图15.97所示,并有一个很好的平台使溶剂大部分挥发,从而也抑制了锡珠的生成。
2.焊膏的质量
锡膏中金属含量通常在(90±0.5)%,金属含量过低会导致焊剂成分过多,因此过多的焊剂会因预热阶段不易挥发而引起飞珠。
锡膏中水蒸气/氧含量增加,由于焊膏通常冷藏,当从冰箱中取出时,没有确保恢复时间,故会导致水蒸气的进入,此外焊膏瓶的盖子每次使用后要盖紧,若没有及时盖严,也会导致水蒸气的进入。
放在模板上印制的锡膏在完工后,剩余的部分应另行处理,若再放回原来瓶中,会引起瓶中锡膏变质,也会产生锡珠。

锡珠是再流焊常见AT697F-KG-SV的缺陷之一,其原因是多方面的,不仅影响到外观而且会引起桥接。锡珠可分为两类,一类出现在片式元器件一侧,常为一个独立的大球状,如图15.95所示;另一类出现在lC引脚四周,呈分散的小珠状,如图15.96所示。
现将原因分析如下。
1.温度曲线不正确
再流焊曲线可以分为4个区段,分别是预热、保温、再流和冷却。预热、保温的目的是为了使PCB表面在60~90s内升到150℃,并保温约90s,这不仅可以降低PCB及元器件的热冲击,更主要是确保锡膏的溶剂能部分发挥,不致于在再流焊时,由于温度迅速升高出现溶剂太多而引起飞溅,以致锡膏冲出焊盘而形成锡珠。因此通常应注意升温速率,并采取适中的预热,如图15.97所示,并有一个很好的平台使溶剂大部分挥发,从而也抑制了锡珠的生成。
2.焊膏的质量
锡膏中金属含量通常在(90±0.5)%,金属含量过低会导致焊剂成分过多,因此过多的焊剂会因预热阶段不易挥发而引起飞珠。
锡膏中水蒸气/氧含量增加,由于焊膏通常冷藏,当从冰箱中取出时,没有确保恢复时间,故会导致水蒸气的进入,此外焊膏瓶的盖子每次使用后要盖紧,若没有及时盖严,也会导致水蒸气的进入。
放在模板上印制的锡膏在完工后,剩余的部分应另行处理,若再放回原来瓶中,会引起瓶中锡膏变质,也会产生锡珠。
 相关技术资料
相关技术资料- 11-11可靠性试验
- 10-13再流焊中锡珠生成原因与解决办法
- 相关IC型号
- AT697F-KG-SV
- 暂无最新型号
 公网安备44030402000607
公网安备44030402000607





