
A面再流焊+B面波峰焊复合工艺中的问题
发布时间:2014/5/28 20:44:19 访问次数:628
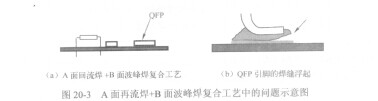
在A面再流焊+B面波峰焊复合工艺中,OM6357EL1/3C5/M3当完成A面再流焊后,所有的焊点都是合格的如图20-3 (a)所示。但是,进行B面波峰焊时,在A面大的QFP和PLCC等元件的引脚镀层为Sn-Pb合金时,虽然焊点本身熔点在217℃,不会熔化,但在焊锡与焊盘界面容易发生Pb的偏析现象,形成Sn-Ag-Pb的1740C低熔点层,使界面发生熔化,在热应力或振动等应力的作用下造成焊点从焊盘上浮起,类似Lift-off现象,如图20-3 (b)所示。
(a)A面回流焊+B面波峰焊复合工艺 (b) QFP引脚的焊缝浮起
图20-3 A面再流焊+B面波峰焊复合工艺中的问题示意图
元器件耐热问题
陶瓷电阻器和特殊的电容器对温度曲线的斜率(温度的变化速率)非常敏感,由于陶瓷体与PCB的热膨胀系数(CTE)相差较大(陶瓷为3~5×10-6/℃,PCB为17xl0。6/℃左右),在焊点冷
却时容易遣成元件体和焊点裂纹。元件开裂现象与CTE的差异、温度、元件的尺寸大小成正比。0201、0402、0603小元件一般很少开裂,而1206以上的大元件发生开裂失效的机会较多。
又如,铝电解电容对温度极其敏感。还有些钽电容只能承受183℃以上不能超过60s,240℃不能超过lOs;一些小型表面贴装变压器的骨架不耐高温,要求220。C不能超过lOs;有的有铅器件230℃不能超过lOs。因此,需要注意对元器件的选择,另外尽量通过通过优化温度曲线,降低峰值温度和峰值温度的时间,避免无铅焊接温度对元器件损伤导致失效。
在A面再流焊+B面波峰焊复合工艺中,OM6357EL1/3C5/M3当完成A面再流焊后,所有的焊点都是合格的如图20-3 (a)所示。但是,进行B面波峰焊时,在A面大的QFP和PLCC等元件的引脚镀层为Sn-Pb合金时,虽然焊点本身熔点在217℃,不会熔化,但在焊锡与焊盘界面容易发生Pb的偏析现象,形成Sn-Ag-Pb的1740C低熔点层,使界面发生熔化,在热应力或振动等应力的作用下造成焊点从焊盘上浮起,类似Lift-off现象,如图20-3 (b)所示。
(a)A面回流焊+B面波峰焊复合工艺 (b) QFP引脚的焊缝浮起
图20-3 A面再流焊+B面波峰焊复合工艺中的问题示意图
元器件耐热问题
陶瓷电阻器和特殊的电容器对温度曲线的斜率(温度的变化速率)非常敏感,由于陶瓷体与PCB的热膨胀系数(CTE)相差较大(陶瓷为3~5×10-6/℃,PCB为17xl0。6/℃左右),在焊点冷
却时容易遣成元件体和焊点裂纹。元件开裂现象与CTE的差异、温度、元件的尺寸大小成正比。0201、0402、0603小元件一般很少开裂,而1206以上的大元件发生开裂失效的机会较多。
又如,铝电解电容对温度极其敏感。还有些钽电容只能承受183℃以上不能超过60s,240℃不能超过lOs;一些小型表面贴装变压器的骨架不耐高温,要求220。C不能超过lOs;有的有铅器件230℃不能超过lOs。因此,需要注意对元器件的选择,另外尽量通过通过优化温度曲线,降低峰值温度和峰值温度的时间,避免无铅焊接温度对元器件损伤导致失效。
上一篇:纯表面组装工艺流程
上一篇:元器件的潮湿敏感度问题
 相关技术资料
相关技术资料- 10-29快速热处理(RTP)
- 5-28A面再流焊+B面波峰焊复合工艺中的问题
热门点击
- 工艺流程的设计原则
- BCD码
- 焊接温度和焊接时间
- 波峰焊通用工艺
- 采用专用工具马蹄形烙铁头焊接
- 改变表面张力与黏度的措施
- PQFP (Plastic Quad Fl
- 对湿度敏感器件(MSD)昀管理和控制措施
- COB技术
- 铬在焊料中的作用
推荐技术资料
- FU-19推挽功放制作
- FU-19是国产大功率发射双四极功率电二管,EPL20... [详细]
 公网安备44030402000607
公网安备44030402000607





