
某产品采用无铅再流焊的技术规范――理想的温度曲线举例
发布时间:2014/5/26 21:02:20 访问次数:599
某产品采用无铅再流焊的技术规范――理想的温度曲线举例
图19-9是某产品采用某公司Sn-3.OAg-0.5Cu捍膏再流焊的技术规范举例。具体KM44C256DP-7产品的再流焊规范,应按照实际生产中选用的焊膏、结合产品的元件及PCB能承受的最高温度、PCB尺寸及厚度、组装密度等具体情况设计温度曲线。一般情况需要进行一次至多次的工艺实验,通过组装板的实际焊接质量检测、确认符合质量要求后,才能确定该产品的技术规范。在以后的批量生产时就有以技术规范作为最佳(理想)的温度曲线。
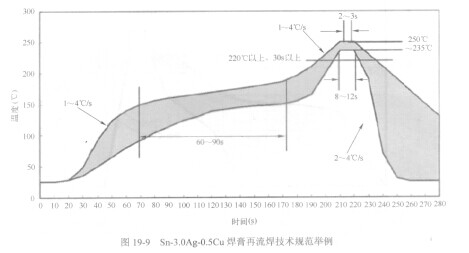
理想的温度曲线不是一条线,而是一个范围(见图19-9),每次测量的实时温度曲线都要与技术规范比较,必须控制SMA上任何一个焊点的温度曲线都符合技术规范,还要避开技术规范极限值,这样的技术规范才是理想的温度曲线。
某产品无铅再流焊技术规范(举例)如下:
①室温~150℃的升温速率为1~4℃/s。
②预热温度150~180℃,时间约60~90s。
③220℃以上保持30s。
④峰值温度为235℃,持续时间为8~12s;峰值温度为250℃,持续时间为2~3s。
⑤冷却速率为-2~-4℃/s。
⑧整个再流焊接持续时间约6min。
某产品采用无铅再流焊的技术规范――理想的温度曲线举例
图19-9是某产品采用某公司Sn-3.OAg-0.5Cu捍膏再流焊的技术规范举例。具体KM44C256DP-7产品的再流焊规范,应按照实际生产中选用的焊膏、结合产品的元件及PCB能承受的最高温度、PCB尺寸及厚度、组装密度等具体情况设计温度曲线。一般情况需要进行一次至多次的工艺实验,通过组装板的实际焊接质量检测、确认符合质量要求后,才能确定该产品的技术规范。在以后的批量生产时就有以技术规范作为最佳(理想)的温度曲线。
理想的温度曲线不是一条线,而是一个范围(见图19-9),每次测量的实时温度曲线都要与技术规范比较,必须控制SMA上任何一个焊点的温度曲线都符合技术规范,还要避开技术规范极限值,这样的技术规范才是理想的温度曲线。
某产品无铅再流焊技术规范(举例)如下:
①室温~150℃的升温速率为1~4℃/s。
②预热温度150~180℃,时间约60~90s。
③220℃以上保持30s。
④峰值温度为235℃,持续时间为8~12s;峰值温度为250℃,持续时间为2~3s。
⑤冷却速率为-2~-4℃/s。
⑧整个再流焊接持续时间约6min。
 相关技术资料
相关技术资料- 5-26某产品采用无铅再流焊的技术规范――理想的温度曲线举例
 公网安备44030402000607
公网安备44030402000607





