
焊点抗拉强度与金属间化合物(IMC)厚度的关系
发布时间:2014/5/24 13:39:05 访问次数:6132
金属间化合物与母材及钎料的结晶体、固溶体相比较,强度是最弱的,XB1007-BD-000V因此过多的金属间化合物对焊点的性能不利。
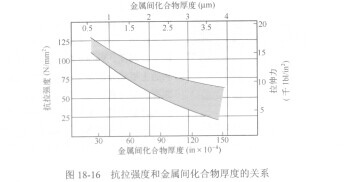
从图18-16中可看出,金属间化合物厚度为0.5Um时抗拉强度最佳,在0.5~4lim之间时的抗拉强度是可接受的。小于0.5 ym时,由于金属间化合物太薄,几乎没有强度;大于4岬时,由于金属间化合物太厚,相对于两边的Cu和焊料合金而言,其热膨胀系数大,结构疏桧、发脆,因此也会使强度变小。关于金属间化合物的厚度究竟为多少最佳,理论界有不同的说法,有说最大不超过4岬,也有说5l-lm、6岬、8ym的,但下列认识是非常统一的。
●钎缝中不能没有金属间化合物,但不能太厚。
●因为金属间化合物比较脆,与基板材料、焊盘、元器件焊端之间的热膨胀系数差别很大, 因此容易产生龟裂,造成失效。
考虑到许多组装板需要经过双面回流,有的焊点(如需要返修的焊点)甚至要经受多次焊接,因此无论再流焊还是波峰焊,都不建议采用过高的温度进行焊接,同时要控制液相时间不要过长,避免金属间化合物过厚,影响焊点强度。理想的IMC厚度控制在0.5~2.5Um,考虑到多次焊接等因素,通常63Sn-37Pb焊料与母材Cu焊接的最佳IMC厚度控制在1.2~3.5 ym。
金属间化合物与母材及钎料的结晶体、固溶体相比较,强度是最弱的,XB1007-BD-000V因此过多的金属间化合物对焊点的性能不利。
从图18-16中可看出,金属间化合物厚度为0.5Um时抗拉强度最佳,在0.5~4lim之间时的抗拉强度是可接受的。小于0.5 ym时,由于金属间化合物太薄,几乎没有强度;大于4岬时,由于金属间化合物太厚,相对于两边的Cu和焊料合金而言,其热膨胀系数大,结构疏桧、发脆,因此也会使强度变小。关于金属间化合物的厚度究竟为多少最佳,理论界有不同的说法,有说最大不超过4岬,也有说5l-lm、6岬、8ym的,但下列认识是非常统一的。
●钎缝中不能没有金属间化合物,但不能太厚。
●因为金属间化合物比较脆,与基板材料、焊盘、元器件焊端之间的热膨胀系数差别很大, 因此容易产生龟裂,造成失效。
考虑到许多组装板需要经过双面回流,有的焊点(如需要返修的焊点)甚至要经受多次焊接,因此无论再流焊还是波峰焊,都不建议采用过高的温度进行焊接,同时要控制液相时间不要过长,避免金属间化合物过厚,影响焊点强度。理想的IMC厚度控制在0.5~2.5Um,考虑到多次焊接等因素,通常63Sn-37Pb焊料与母材Cu焊接的最佳IMC厚度控制在1.2~3.5 ym。
上一篇:焊点强度、连接可靠性分析
上一篇:如何获得理想的界面组织
 相关技术资料
相关技术资料- 5-24焊点抗拉强度与金属间化合物(IMC)厚度的关系
- 相关IC型号
- XB1007-BD-000V
- 暂无最新型号
 公网安备44030402000607
公网安备44030402000607





