
几种典型的温度曲线
发布时间:2014/5/25 14:01:56 访问次数:2160
一般分为3类:三角形温度曲线、升温一RJK0364DPA保温一峰值温度曲线、低峰值温度曲线。
(1)适用于简单产品的三角形温度曲线
对于简单产品,由于PCB相对容易加热、元件与印制板材料的温度比较接近,PCB表面温差△,较小,因此可以使用三角形温度曲线,如图18-28所示。
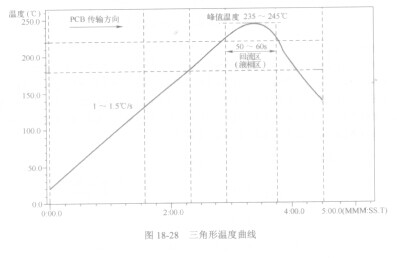
当锡膏有适当配方时,三角形温度曲线将得到更光亮的焊点。但助焊剂活化时间和温度必须适应无铅焊膏的较高熔化温度。三角形曲线的升温速度是整体控制的,一般为1~1.5℃/s,与传统的升温一保温一峰值曲线比较,能量成本较低。一般不推荐这种曲线。
(2)推荐的升温一保温一峰值温度曲线
升温一保温一峰值温度曲线又称帐篷形曲线。图18-29是推荐的升温一保温一峰值温度曲线(与图18-24相同),其中曲线1是Sn-37Pb焊膏的温度曲线,曲线2是无铅Sn-Ag-Cu焊膏的温度曲线。从图中看出,元件和传统FR-4印制板的极限温度为245℃,无铅焊接的工艺窗口比Sn-37Pb窄得多。因此无铅焊接更需要通过缓慢升温、充分预热PCB、降低PCB表面温差AT,使PCB表面温度均匀,从而实现较低的峰值温度(235~245℃),避免损坏元器件和FR-4基材PCB。升温一保温一峰值温度曲线的要求如下。

●升温速度应限制到0.5~1℃/s或4℃/s以下,取决于锡膏和元件。
●锡膏中助焊剂成分的配方应该符合曲线,保温温度过高会损坏锡膏的性能。
●第二个温度上升斜率在峰值区入口,典型的斜卒为3℃/s。
●液相线以上时间要求50~60s,峰值温度235~245℃。
●冷却区,为了防止焊点结晶颗粒长大,防止产生偏析,要求焊点快速降温,但还应特别注意减小应力。例如,陶瓷片状电容的最大冷却速度为-2~-4aC/s。
一般分为3类:三角形温度曲线、升温一RJK0364DPA保温一峰值温度曲线、低峰值温度曲线。
(1)适用于简单产品的三角形温度曲线
对于简单产品,由于PCB相对容易加热、元件与印制板材料的温度比较接近,PCB表面温差△,较小,因此可以使用三角形温度曲线,如图18-28所示。
当锡膏有适当配方时,三角形温度曲线将得到更光亮的焊点。但助焊剂活化时间和温度必须适应无铅焊膏的较高熔化温度。三角形曲线的升温速度是整体控制的,一般为1~1.5℃/s,与传统的升温一保温一峰值曲线比较,能量成本较低。一般不推荐这种曲线。
(2)推荐的升温一保温一峰值温度曲线
升温一保温一峰值温度曲线又称帐篷形曲线。图18-29是推荐的升温一保温一峰值温度曲线(与图18-24相同),其中曲线1是Sn-37Pb焊膏的温度曲线,曲线2是无铅Sn-Ag-Cu焊膏的温度曲线。从图中看出,元件和传统FR-4印制板的极限温度为245℃,无铅焊接的工艺窗口比Sn-37Pb窄得多。因此无铅焊接更需要通过缓慢升温、充分预热PCB、降低PCB表面温差AT,使PCB表面温度均匀,从而实现较低的峰值温度(235~245℃),避免损坏元器件和FR-4基材PCB。升温一保温一峰值温度曲线的要求如下。
●升温速度应限制到0.5~1℃/s或4℃/s以下,取决于锡膏和元件。
●锡膏中助焊剂成分的配方应该符合曲线,保温温度过高会损坏锡膏的性能。
●第二个温度上升斜率在峰值区入口,典型的斜卒为3℃/s。
●液相线以上时间要求50~60s,峰值温度235~245℃。
●冷却区,为了防止焊点结晶颗粒长大,防止产生偏析,要求焊点快速降温,但还应特别注意减小应力。例如,陶瓷片状电容的最大冷却速度为-2~-4aC/s。
上一篇:低峰值温度曲线
 相关技术资料
相关技术资料- 5-25几种典型的温度曲线
- 相关IC型号
- RJK0364DPA
- RJK005N03

 公网安备44030402000607
公网安备44030402000607





