
表面组装元器件(SMC/SMD)检验
发布时间:2014/5/21 21:16:37 访问次数:877
表面组装元器件来料检测的AD7510DIKD主要检测项目有可焊性、耐焊性、引脚共面性。
可焊性有润湿试验和浸渍试验两种方法。
元器件可焊性浸渍试验的方法是:用不锣镊~夹住2s0.2s,浸入235℃土~的恒3 s中、保持2s土0.2s,或230℃士5℃、保持3s±0
(无铅为250~255℃,保持2.5s土0.5s),然后在20~40倍显微镜下检查焊端沾锡情况。要求元鞠玉―磁嬲器件焊端90%沾锡,如图16-1所示。检测条件如下。
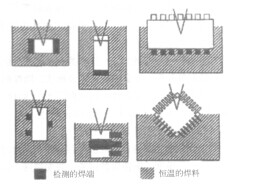
●再流焊:235℃士5℃,10~15s(无铅为265~270℃,10~15s)。
●波峰焊:260℃±5℃,5 s土0.5s(无铅为270~2720C,lOs+0.5s)。
图16-1可焊性、耐焊性浸渍试验测试方法示意图
经过以上检测后用40倍以上的放大镜观察表面,元件的封装、引脚结合处刁i得发牛破裂、变形、变色、变脆等现象;还要对测试过的样品进行电气特性的检测,电气参数变化符合规格十5定义要求,则可以判走为合格。
注意:检测可焊性、耐焊性的焊料应选择应用在产品工艺中合格的有铅或无铅焊料。
作为加工车间,领取元件后可做以下外观检查。
①目视或用放大镜检查元器件的焊端或引脚表面是否氧化、有无污染物。
②元器件的标称值、规格、型号、精度、外形尺寸等应与产品的工艺要求相符。
③SOT、SOIC、QFP的引脚不能变形,窄间距多引线SMD的引脚共面性应小于O.lmm。
④要求清洗的产品,清洗后元器件的标记不脱落,且不影响元器件的性能和可靠性。
表面组装元器件来料检测的AD7510DIKD主要检测项目有可焊性、耐焊性、引脚共面性。
可焊性有润湿试验和浸渍试验两种方法。
元器件可焊性浸渍试验的方法是:用不锣镊~夹住2s0.2s,浸入235℃土~的恒3 s中、保持2s土0.2s,或230℃士5℃、保持3s±0
(无铅为250~255℃,保持2.5s土0.5s),然后在20~40倍显微镜下检查焊端沾锡情况。要求元鞠玉―磁嬲器件焊端90%沾锡,如图16-1所示。检测条件如下。
●再流焊:235℃士5℃,10~15s(无铅为265~270℃,10~15s)。
●波峰焊:260℃±5℃,5 s土0.5s(无铅为270~2720C,lOs+0.5s)。
图16-1可焊性、耐焊性浸渍试验测试方法示意图
经过以上检测后用40倍以上的放大镜观察表面,元件的封装、引脚结合处刁i得发牛破裂、变形、变色、变脆等现象;还要对测试过的样品进行电气特性的检测,电气参数变化符合规格十5定义要求,则可以判走为合格。
注意:检测可焊性、耐焊性的焊料应选择应用在产品工艺中合格的有铅或无铅焊料。
作为加工车间,领取元件后可做以下外观检查。
①目视或用放大镜检查元器件的焊端或引脚表面是否氧化、有无污染物。
②元器件的标称值、规格、型号、精度、外形尺寸等应与产品的工艺要求相符。
③SOT、SOIC、QFP的引脚不能变形,窄间距多引线SMD的引脚共面性应小于O.lmm。
④要求清洗的产品,清洗后元器件的标记不脱落,且不影响元器件的性能和可靠性。
上一篇:表面组装检验(检测)工艺
上一篇:印制电路板(PCB)检验
 相关技术资料
相关技术资料- 5-21表面组装元器件(SMC/SMD)检验
热门点击
- 电源线抗扰度曲线
- 选择性波峰焊有拖焊和浸焊两种方式
- PBGA (Plastic BaIIGrid
- 再流焊通用工艺
- 浸银(Immersion SilverI-A
- 波峰焊机
- 典型MOV的电流-电压关系
- 多层板叠层的6个主要目标如下
- 去耦电容的布设和安装
- 两个端头无引线片式元件的手工焊接方法
推荐技术资料

- 泰克新发布的DSA830
- 泰克新发布的DSA8300在一台仪器中同时实现时域和频域分析,DS... [详细]
 公网安备44030402000607
公网安备44030402000607





