
波峰焊机传输系统
发布时间:2012/8/9 20:21:37 访问次数:673
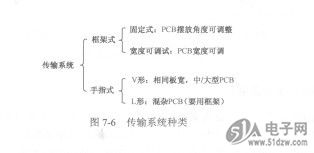
传输系统中放PCB的机构一般可分为XC2V2000-4BF957CES框架式和手指式两类,如图7-6所示。框架式适合多品种、中/小批量生产;固定式的框架可将PCB转动45。,可用于焊接QFP等。而手指式则适合少品种、大批量生产。
传输系统工作时,传输系统带动框架或PCB以5。~9。的倾角通过波峰。焊接角度一定要可调,以适合不同类型的PCB,一般最佳角度为7。。数控波峰焊机由一个传感器识别PCB或框架送料。焊接工艺传输系统的设计依据是PCB运送速度、长度、器件引脚的间距等。
波峰焊机加热系统
预热在表面组装组件的焊接中是非常重要的工序。预热的目的是蒸发助焊剂中大部分溶剂,增加助焊剂的黏度(黏度太低,会使助焊剂过早流失,使表面浸润性能变差),加速助焊剂的化学反应,提高清除氧化层的能力,同时提高电子组件的温度,以防止突然进入焊接区时受到热冲击。
在波峰焊过程中,SMA涂布焊剂后应立即预热烘干,焊剂的预热使焊剂中的大部分溶剂及PCB制造过程中夹带的水汽挥发,如果溶剂依靠焊料槽的温度进行挥发,则会因在挥发时吸收热量,造成波峰液面焊料冷却而影响焊接质量,甚至会出现冷焊等缺陷。预热温度控制得好,可防止虚焊、拉尖和桥接,减小焊料波峰对基板的热冲击,有效地解决焊接过程中PCB翘曲分层、变形问题。当然预热也应适当,使SMA上的焊剂保持适合的黏度即可,如果焊剂的黏度太低,焊剂过早地从SMA焊接面上排出,会使焊盘润湿性变差,严重时会出现桥接等缺陷。
通常SMA的预热温度控制在90~110℃之间,最佳预热温度取决于被焊产品的设计、比热容、焊剂中溶剂的汽化温度和蒸发潜热等多种因素。
传输系统中放PCB的机构一般可分为XC2V2000-4BF957CES框架式和手指式两类,如图7-6所示。框架式适合多品种、中/小批量生产;固定式的框架可将PCB转动45。,可用于焊接QFP等。而手指式则适合少品种、大批量生产。
传输系统工作时,传输系统带动框架或PCB以5。~9。的倾角通过波峰。焊接角度一定要可调,以适合不同类型的PCB,一般最佳角度为7。。数控波峰焊机由一个传感器识别PCB或框架送料。焊接工艺传输系统的设计依据是PCB运送速度、长度、器件引脚的间距等。
波峰焊机加热系统
预热在表面组装组件的焊接中是非常重要的工序。预热的目的是蒸发助焊剂中大部分溶剂,增加助焊剂的黏度(黏度太低,会使助焊剂过早流失,使表面浸润性能变差),加速助焊剂的化学反应,提高清除氧化层的能力,同时提高电子组件的温度,以防止突然进入焊接区时受到热冲击。
在波峰焊过程中,SMA涂布焊剂后应立即预热烘干,焊剂的预热使焊剂中的大部分溶剂及PCB制造过程中夹带的水汽挥发,如果溶剂依靠焊料槽的温度进行挥发,则会因在挥发时吸收热量,造成波峰液面焊料冷却而影响焊接质量,甚至会出现冷焊等缺陷。预热温度控制得好,可防止虚焊、拉尖和桥接,减小焊料波峰对基板的热冲击,有效地解决焊接过程中PCB翘曲分层、变形问题。当然预热也应适当,使SMA上的焊剂保持适合的黏度即可,如果焊剂的黏度太低,焊剂过早地从SMA焊接面上排出,会使焊盘润湿性变差,严重时会出现桥接等缺陷。
通常SMA的预热温度控制在90~110℃之间,最佳预热温度取决于被焊产品的设计、比热容、焊剂中溶剂的汽化温度和蒸发潜热等多种因素。
 相关技术资料
相关技术资料- 8-9波峰焊机传输系统
 公网安备44030402000607
公网安备44030402000607





