
最后根据存储的检测结果数据判断零件参数是否合格
发布时间:2015/6/7 20:48:07 访问次数:1027
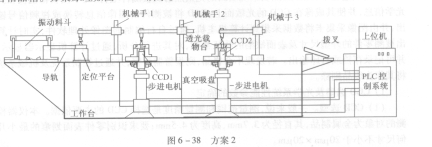
首先将被测件随机放人振动料斗,启动AD8698ARM振动料斗、启动直线料道、启动系统开关,接通设备气源,有序的被测件经直线料道排序在激振力的作用下进入料道末端,利用光电开关进行检测零件是否到位,当光电开关确认有工件时,由小型汽缸将被测件沿导轨送至定位端。机械手1在控制系统的控制下将被测件从定位处吸持到第一个回转平台上。为保证被测件在检测过程中的平稳性,在其下面设置有真空吸盘,真空吸盘在一定的吸附压力下将被测件固定在检测位置上。在第一个回转平台上检测被测件的几何尺寸信息,并经图像处理,在显示器上显示出几何尺寸的检测结果。同时,将检测结果进行存储。
进行完尺寸检测以后,机械手2在控制系统的控制下将被测工件吸持到第二个回转平台上,在第二个透光载物台上完成如下的工作:①由光源2、CCD2、图像处理单元获得被测件表面缺陷的图像数据,经数据处理在显示器上显示出检测结果。②通过检测系统3【2套光纤传感器及控制系统)检测被测件的表面光洁度。
上述两个回转平台每检测一个工件转位三次,每次旋转1300,以完成工件一周多( 3900)的扫描,以消除母线分界处的死角。
最后根据存储的检测结果数据判断零件参数是否合格,若零件的三个被检参数全部合格,则机械手3通过控制系统将其送到合格品箱;若零件不合格,机械手3将其送到不合格品箱。方案原理如图6 -38所示。
首先将被测件随机放人振动料斗,启动AD8698ARM振动料斗、启动直线料道、启动系统开关,接通设备气源,有序的被测件经直线料道排序在激振力的作用下进入料道末端,利用光电开关进行检测零件是否到位,当光电开关确认有工件时,由小型汽缸将被测件沿导轨送至定位端。机械手1在控制系统的控制下将被测件从定位处吸持到第一个回转平台上。为保证被测件在检测过程中的平稳性,在其下面设置有真空吸盘,真空吸盘在一定的吸附压力下将被测件固定在检测位置上。在第一个回转平台上检测被测件的几何尺寸信息,并经图像处理,在显示器上显示出几何尺寸的检测结果。同时,将检测结果进行存储。
进行完尺寸检测以后,机械手2在控制系统的控制下将被测工件吸持到第二个回转平台上,在第二个透光载物台上完成如下的工作:①由光源2、CCD2、图像处理单元获得被测件表面缺陷的图像数据,经数据处理在显示器上显示出检测结果。②通过检测系统3【2套光纤传感器及控制系统)检测被测件的表面光洁度。
上述两个回转平台每检测一个工件转位三次,每次旋转1300,以完成工件一周多( 3900)的扫描,以消除母线分界处的死角。
最后根据存储的检测结果数据判断零件参数是否合格,若零件的三个被检参数全部合格,则机械手3通过控制系统将其送到合格品箱;若零件不合格,机械手3将其送到不合格品箱。方案原理如图6 -38所示。
上一篇:总体检测方案
上一篇:将尺寸检测与表面缺陷检测分开
 相关技术资料
相关技术资料- 6-7最后根据存储的检测结果数据判断零件参数是否合格

 公网安备44030402000607
公网安备44030402000607





