
贴装高度(Z轴)的控制
发布时间:2014/5/28 21:33:39 访问次数:858
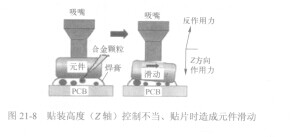
在焊膏上贴装时会发生超程滑移,这是焊膏的合金颗粒造成的。当颗粒大于20ym时,OTI006888-G元件就有可能偏斜,因为颗粒在焊盘上分布不均。任何不平的表面度都可能造成元件偏斜或移动。为了避免元件滑动,机器必颓具有实时反馈机构,采用侧面照相机或激光传感器测量每个元件的厚度。
从图21-8中可看出,当元件在Z方向超程冲击焊锡颗粒时,由于反作用力的改变,元件会向短边方向滑行。元件底部与PCB焊盘表面之间的间隙应略大于最大合金颗粒直径(40~60ym),为了准确控制Z方向行程,PCB支撑系统必须为板的拱形提供足够的纠正。
图21-8贴装高度(Z轴)控制不当、贴片时造成元件滑动
热风整平(HASL)的板不适合0201、01005。
焊盘表面处理一般采用化学镀镍/金( ENIG)或OSP(有机防氧化保焊剂)
专用卷带送料器也有助于更精确和更快速地贴装元件。
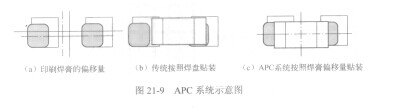
APC(Advanced Process Control)系统的应用明显减少了元件浮起和立碑的现象。
APC系统是指通过测定L-个工序的品质结果,来控制后Al工序的技术。高密度贴装时,把印刷偏移量的信息传输给贴装机,贴装机自动根据焊膏图形的中心进行行贴片,如图21-9所示。
在焊膏上贴装时会发生超程滑移,这是焊膏的合金颗粒造成的。当颗粒大于20ym时,OTI006888-G元件就有可能偏斜,因为颗粒在焊盘上分布不均。任何不平的表面度都可能造成元件偏斜或移动。为了避免元件滑动,机器必颓具有实时反馈机构,采用侧面照相机或激光传感器测量每个元件的厚度。
从图21-8中可看出,当元件在Z方向超程冲击焊锡颗粒时,由于反作用力的改变,元件会向短边方向滑行。元件底部与PCB焊盘表面之间的间隙应略大于最大合金颗粒直径(40~60ym),为了准确控制Z方向行程,PCB支撑系统必须为板的拱形提供足够的纠正。
图21-8贴装高度(Z轴)控制不当、贴片时造成元件滑动
热风整平(HASL)的板不适合0201、01005。
焊盘表面处理一般采用化学镀镍/金( ENIG)或OSP(有机防氧化保焊剂)
专用卷带送料器也有助于更精确和更快速地贴装元件。
APC(Advanced Process Control)系统的应用明显减少了元件浮起和立碑的现象。
APC系统是指通过测定L-个工序的品质结果,来控制后Al工序的技术。高密度贴装时,把印刷偏移量的信息传输给贴装机,贴装机自动根据焊膏图形的中心进行行贴片,如图21-9所示。
 相关技术资料
相关技术资料- 5-28贴装高度(Z轴)的控制
热门点击
- PCB的元器件贴装位置有偏移,可用以下两种方
- 三极管的极限参数有集电极最大允许电流
- “黑焊盘”现象的产生原因
- Sn-Ag-Cu三元合金
- 焊点形成过程
- 程序执行过程
- 电气规则检查
- PCB定位孔和夹持边的设置
- 微处理器的基本结构
- 0201、01005的焊膏印刷技术
推荐技术资料

- DS2202型示波器试用
- 说起数字示波器,普源算是国内的老牌子了,FQP8N60... [详细]
 公网安备44030402000607
公网安备44030402000607





