
运用焊接理论正确设置无铅再流焊温度曲线
发布时间:2014/5/22 21:37:49 访问次数:474
焊接是电子装配的核心技术。焊接质量直接影响电子产品的性能和使用寿命。
SMT的质量目标是提高直通率。 LM4040B25IDBZR除了要减少肉眼看得见的缺陷外,还要克服虚焊、焊点内部应力大、内部裂纹、界面结合强度差等肉眼看不见的焊点缺陷。
概 述
钎焊是采用比焊件(被焊接金属,或称母材)熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔化温度,利用液态钎料润湿母材、填充接头间隙,并与焊件表面相互扩散、实现连接焊件的方法。图18-1是用Sn-37Pb焊料焊接的QFP引脚焊点。
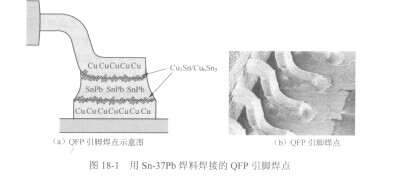
(a) QFP引脚焊点示意图 (b)QFP引脚焊点
图18-1 用Sn-37Pb焊料焊接的QFP引脚焊点
合格的焊点必须满足:①产生电子信号或功率的流动;②产生机械连接强度。
焊接后要使焊点具有一定的连接强度,必须在焊料与被焊金属之间生成金属间结合。从焊点示意图18-1 (a)中看出;经过焊接后,在Sn系焊料与铜(Cu)引脚、与Cu焊盘之间生成了结合层:金属间化合物(InterMetallic Compounds,IMC) CU6Sn5和CU3Sn。焊点的机械强度与IMC的厚度有关。如果没有IMC,焊科只是堆在焊料与Cu之间,没有连接强度;如果IMC太多(厚),由于IMC是脆性的,IMC与焊料合金、与引脚、焊盘的膨胀系数不匹配,因此过多的IMC也是没有强度的。
图18-1 (b)是实际焊点,而用肉眼是判断不了焊点内部的微观结构及IMC厚度的。我们学习焊接理论,就是为了运用焊接理论正确设置再流焊温度曲线,以获得合格、可靠的优良焊点。
焊接是电子装配的核心技术。焊接质量直接影响电子产品的性能和使用寿命。
SMT的质量目标是提高直通率。 LM4040B25IDBZR除了要减少肉眼看得见的缺陷外,还要克服虚焊、焊点内部应力大、内部裂纹、界面结合强度差等肉眼看不见的焊点缺陷。
概 述
钎焊是采用比焊件(被焊接金属,或称母材)熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔化温度,利用液态钎料润湿母材、填充接头间隙,并与焊件表面相互扩散、实现连接焊件的方法。图18-1是用Sn-37Pb焊料焊接的QFP引脚焊点。
(a) QFP引脚焊点示意图 (b)QFP引脚焊点
图18-1 用Sn-37Pb焊料焊接的QFP引脚焊点
合格的焊点必须满足:①产生电子信号或功率的流动;②产生机械连接强度。
焊接后要使焊点具有一定的连接强度,必须在焊料与被焊金属之间生成金属间结合。从焊点示意图18-1 (a)中看出;经过焊接后,在Sn系焊料与铜(Cu)引脚、与Cu焊盘之间生成了结合层:金属间化合物(InterMetallic Compounds,IMC) CU6Sn5和CU3Sn。焊点的机械强度与IMC的厚度有关。如果没有IMC,焊科只是堆在焊料与Cu之间,没有连接强度;如果IMC太多(厚),由于IMC是脆性的,IMC与焊料合金、与引脚、焊盘的膨胀系数不匹配,因此过多的IMC也是没有强度的。
图18-1 (b)是实际焊点,而用肉眼是判断不了焊点内部的微观结构及IMC厚度的。我们学习焊接理论,就是为了运用焊接理论正确设置再流焊温度曲线,以获得合格、可靠的优良焊点。
上一篇:敷形涂覆层的厚度
上一篇:下面简单介绍软钎焊基础知识
 相关技术资料
相关技术资料- 5-22运用焊接理论正确设置无铅再流焊温度曲线
热门点击
- SOP封装外形及焊盘设计示意图
- 50%占空比的梯形波傅里叶频谱的包络
- Sn-Ag-Cu三元合金
- 热电偶的固定方法
- 表面组装技术特点
- 静电防护原理
- 通孔插装元器件(THC)焊盘设计
- 元件与胶点直径、点胶针头内径的关系
- 表面组装和插装混装工艺流程
- 化学镀镍/金
推荐技术资料

- 自制经典的1875功放
- 平时我也经常逛一些音响DIY论坛,发现有很多人喜欢LM... [详细]
 公网安备44030402000607
公网安备44030402000607





