
滚柱直径筛选系统PLC控制程序
发布时间:2013/8/28 20:50:54 访问次数:792
(1)工作过程控制子程序FC1
FC1主要完成滚柱直径筛选系统工作步序的控制,CL1220系统分为5个循环工序。
工序1:在电磁挡板Y9伸到位(B9动作)、推料气缸伸到位(B8_2动作)且未出现缺料及料斗满的情况下,按启动按钮SB1(或循环到最后一个工序)则进人工序1,使推料气缸Y8缩回(电控阀Ta复位、Tb动作),以便被测滚柱从落料管落下。程序如图5-35所示。
图5-35工序1:使推料气缸缩回
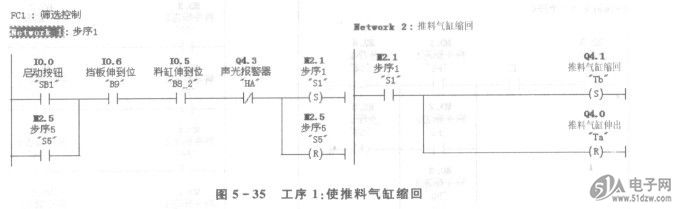
工序2:如果推料气缸Y8已经缩回到位(B8_1动作),则进入工序2,使推料气缸Y8伸出(电控阀Ta动作、Tb复位),以便将被测滚柱推到钨钢测头的下方。程序如图5-36所示。
(1)工作过程控制子程序FC1
FC1主要完成滚柱直径筛选系统工作步序的控制,CL1220系统分为5个循环工序。
工序1:在电磁挡板Y9伸到位(B9动作)、推料气缸伸到位(B8_2动作)且未出现缺料及料斗满的情况下,按启动按钮SB1(或循环到最后一个工序)则进人工序1,使推料气缸Y8缩回(电控阀Ta复位、Tb动作),以便被测滚柱从落料管落下。程序如图5-35所示。
图5-35工序1:使推料气缸缩回
工序2:如果推料气缸Y8已经缩回到位(B8_1动作),则进入工序2,使推料气缸Y8伸出(电控阀Ta动作、Tb复位),以便将被测滚柱推到钨钢测头的下方。程序如图5-36所示。
上一篇:精密滚柱直径筛选系统的摇
上一篇:方案调试
 相关技术资料
相关技术资料- 8-28滚柱直径筛选系统PLC控制程序

 公网安备44030402000607
公网安备44030402000607





