
热膨胀应力
发布时间:2012/10/3 22:22:18 访问次数:2400
在SMT产品中,SMB布线密度在不断增高,金属化孔DA5A6.8JE
数量在增多,且孔径在变小,多层板数也在增加,如何克服或消除上述隐患呢?通常采取以下几种办法。
①20世纪80年代中期,在多层板制作中普遍采用凹蚀工艺,以增强金属化孔壁与多层板的结合力,凹蚀工艺如图3.9所示。
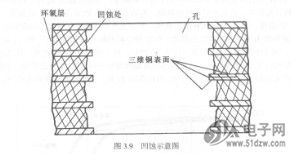
所谓凹蚀工艺是指将内层连接盘上下表面的环氧树脂玻璃布部分蚀刻掉以露出铜面,从而使金属化孔形成三维空间的连接,金属化孔就像带刺的铆钉一样埋在多层板内,极大地增强了金属化孔的强度,以抵抗Z方向的热膨胀应力。凹蚀工艺应控制凹蚀的深度,最适合的凹刻深度为13~20htm,所采用的蚀刻环氧树脂玻璃布的蚀刻剂为浓硫酸与氢氟酸混合液。
②适当控制多层板的层数、目前主张使用8~10层、使金属孔的径深比控制在1:3左右(最保险的径深比)、1:6左右(最常见的径深比),1:10或更高(风险大的径深比)。
③使用CTE相对小的材料或使用CTE性能相反的材料叠加使用使SMB整CTE减小。
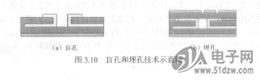
④在SMB制造工艺上,采用盲孔和埋孔技术(见图3.10),以达到减小径深化酌目的,这是一种最理想的办法,盲孔是指表层和内部某些分层互连,无须贯穿整个基板,减小了孔的深度;埋孔则仅是内部分层之间的互连,可使孔的深度进一步减小。尽管盲孔和埋孔在制作时难度大,但却大大提高了SMB制造的可靠性,通过SMB光板测试就可判别线络是否连通。不再担心产品在使用过程中外界不可知的因素导致金属化孔的断裂。
在SMT产品中,SMB布线密度在不断增高,金属化孔DA5A6.8JE
数量在增多,且孔径在变小,多层板数也在增加,如何克服或消除上述隐患呢?通常采取以下几种办法。
①20世纪80年代中期,在多层板制作中普遍采用凹蚀工艺,以增强金属化孔壁与多层板的结合力,凹蚀工艺如图3.9所示。
所谓凹蚀工艺是指将内层连接盘上下表面的环氧树脂玻璃布部分蚀刻掉以露出铜面,从而使金属化孔形成三维空间的连接,金属化孔就像带刺的铆钉一样埋在多层板内,极大地增强了金属化孔的强度,以抵抗Z方向的热膨胀应力。凹蚀工艺应控制凹蚀的深度,最适合的凹刻深度为13~20htm,所采用的蚀刻环氧树脂玻璃布的蚀刻剂为浓硫酸与氢氟酸混合液。
②适当控制多层板的层数、目前主张使用8~10层、使金属孔的径深比控制在1:3左右(最保险的径深比)、1:6左右(最常见的径深比),1:10或更高(风险大的径深比)。
③使用CTE相对小的材料或使用CTE性能相反的材料叠加使用使SMB整CTE减小。
④在SMB制造工艺上,采用盲孔和埋孔技术(见图3.10),以达到减小径深化酌目的,这是一种最理想的办法,盲孔是指表层和内部某些分层互连,无须贯穿整个基板,减小了孔的深度;埋孔则仅是内部分层之间的互连,可使孔的深度进一步减小。尽管盲孔和埋孔在制作时难度大,但却大大提高了SMB制造的可靠性,通过SMB光板测试就可判别线络是否连通。不再担心产品在使用过程中外界不可知的因素导致金属化孔的断裂。
 相关技术资料
相关技术资料- 8-16集成双模数转换器 (ADC) 特性和优势
- 8-16隔离式 DC/DC 变换器和模块
- 8-16集成电源产品MPS 最新数字隔离器
- 8-16I2C 接口和 PmBUS 及 OTP/MTP 存储器
- 8-16ADC 技术参数与应用需求之间关系探究
- 8-16电力电子系统高频电磁辐射的分析与应用
- 8-15双12位同时采样模数转换器(ADCs)
- 8-15全功能8/14/20引脚微控制器PIC16F1314
- 8-15512 KB闪存和64 KB静态随机存取存储器探究
- 8-1564引脚封装SAM C21系列引脚兼容
- 8-15新可配置逻辑块(CLB)PIC16F13145系列MCU
- 8-1532位汽车微控制器SPC5系列设计应用
热门点击

 公网安备44030402000607
公网安备44030402000607





