

常见有缺陷的温度曲线
发布时间:2012/9/28 20:18:39 访问次数:921
下列温度曲线是设定时常见的缺陷。
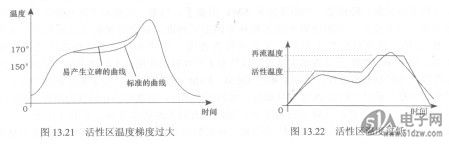
(1)活性区温度梯度过大
立碑是片式元器件常见的焊接缺陷,引起立碑5SDA05P5037的原因有多方面,其中两焊盘上的温度不一致是其原因之一。图13.21所示的温度曲线表明活性区温度梯度过大,这意味着PCB板面温度差过大,特别是靠近大器件四周的阻容元器件两端温度受热不平衡,锡膏熔化时间有一个延迟故易引起立碑缺陷,解决的方法是调整活性区的温度。
(2)活性区温度过低
图13.22所示的温度曲线表明活性区温度过低,此时易引起锡膏中溶剂得不到充分挥发,当到再流区时锡膏中溶剂受高温易引起激烈挥发,其结果会导致飞珠的形成。
(3)再流区温度过高或过低
图13.23中曲线1所示的温度曲线表明再流温度过高,易造成PCB以及元器件损伤,应降低再流区温度。曲线2所示的温度表明再流温度过低,此时焊料虽已熔化,但流动性差,焊料不能充分润湿,故易引起虚焊或冷焊。
(4)热电偶出故障
囹13.24所示的温度曲线出现了明显的抖动,曲线如锯齿状,这通常是由于用来测试温度的热电偶出现故障。
综上所述,面对首次使用的再流焊炉,当测试温度曲线时,应对再流焊炉的结构、锡膏性能、SMA的大小及元器件的分布等全面了解。首先设定带速,然后调节温度,并与理想温度曲线比较,反复调节就能得到实际产品所需要的温度曲线和满意的焊接效果。
下列温度曲线是设定时常见的缺陷。
(1)活性区温度梯度过大
立碑是片式元器件常见的焊接缺陷,引起立碑5SDA05P5037的原因有多方面,其中两焊盘上的温度不一致是其原因之一。图13.21所示的温度曲线表明活性区温度梯度过大,这意味着PCB板面温度差过大,特别是靠近大器件四周的阻容元器件两端温度受热不平衡,锡膏熔化时间有一个延迟故易引起立碑缺陷,解决的方法是调整活性区的温度。
(2)活性区温度过低
图13.22所示的温度曲线表明活性区温度过低,此时易引起锡膏中溶剂得不到充分挥发,当到再流区时锡膏中溶剂受高温易引起激烈挥发,其结果会导致飞珠的形成。
(3)再流区温度过高或过低
图13.23中曲线1所示的温度曲线表明再流温度过高,易造成PCB以及元器件损伤,应降低再流区温度。曲线2所示的温度表明再流温度过低,此时焊料虽已熔化,但流动性差,焊料不能充分润湿,故易引起虚焊或冷焊。
(4)热电偶出故障
囹13.24所示的温度曲线出现了明显的抖动,曲线如锯齿状,这通常是由于用来测试温度的热电偶出现故障。
综上所述,面对首次使用的再流焊炉,当测试温度曲线时,应对再流焊炉的结构、锡膏性能、SMA的大小及元器件的分布等全面了解。首先设定带速,然后调节温度,并与理想温度曲线比较,反复调节就能得到实际产品所需要的温度曲线和满意的焊接效果。
上一篇:两种典型的温度曲线设定
上一篇:再流焊温度曲线的监控
 相关技术资料
相关技术资料- 9-28常见有缺陷的温度曲线
- 3-19CD11L型铝电解电容器
- 相关IC型号
- 5SDA05P5037
- 暂无最新型号
热门点击
- 实验内容与步骤
- 环氧胶固化的两个重要参数
- 输入/输出元件与PLC数据对照表
- 混料罐实验(设计性实验)
- 小外形封装集成电路SOP
- 电感器的检测及好坏判断
- 实验电路与说明
- 用电桥测量R、L、C
- 点胶一波峰焊工艺中常见的缺陷与解决方法
- 多路直流稳压电源的测试
推荐技术资料

- DS2202型示波器试用
- 说起数字示波器,普源算是国内的老牌子了,FQP8N60... [详细]
 公网安备44030402000607
公网安备44030402000607





