
点胶工艺中常见的缺陷
发布时间:2012/9/23 13:48:02 访问次数:1023
拉丝/拖尾是点胶中常见FS450R12KE4的缺陷,拉丝/拖尾易污染焊盘,会引起虚焊。初粘力差会导致元器件在受外力作用或固化时元器件移位,以致引起虚焊。贴片胶过少会造成强度不足,元器件固化后会引起掉片,在波峰焊时更会出现。
贴片胶的固化
贴片胶涂布,贴装完元器件后,即可送入固化炉中固化,固化是贴片胶一波峰焊工艺中一道关键的工序,很多情况下由于贴片胶固化不良或未完全固化(特别是在PCB上元器件分布不均的情况下最为多见),在进行运输、焊接过程中,便会出现元器件脱落。
因此应认真做好固化工作。通常根据所采用的胶种不同,其固化方法也不同,常用的有两种方法固化,一种是热固化,另一种是光固化。
环氧型贴片胶采用热固化,早期的热固化是放在烘箱中进行的,现在多放在红外再流焊炉中固化以实现连续式生产。在正式生产前应首先调节炉温做出相应产品的炉温固化曲线,进行固化曲线时需注意的是:不同厂家、不同批号的贴片胶固化曲线不会完全相同;即使同种贴片胶,用在不同产品上,因板面尺寸、元器件多少不一,所设定的温度也会不同,这一点往往被忽视。经常会出现这样的情况:在焊接IC器件时,固化后所有的引肿还落在焊盘上但经过波峰焊后IC引脚会出现移位甚至离开焊盘并产生焊接缺陷。因此要保证焊接质量应坚持每个产品均要做温度曲线,而且要认真做好。
环氧胶固化的两个重要参数
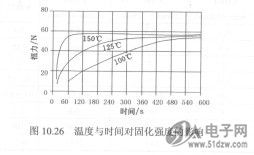
环氧树脂贴片胶的热固化的实质是固化剂在高温时催化环氧基因开环发生化学反应。因此在固化过程中,有两个重要参数应引起注意:起始升温速率和峰值温度。起始升温速率决定固化后表面质量,峰值温度则决定固化后的黏结强度。这两个参数应由贴片胶供应商提供,这比供应商仅提供固化曲线更有意义,它能使你对所用的贴片胶性能更有所了解。图10.26是采用不同温度固化一种贴片胶的固化曲线。
拉丝/拖尾是点胶中常见FS450R12KE4的缺陷,拉丝/拖尾易污染焊盘,会引起虚焊。初粘力差会导致元器件在受外力作用或固化时元器件移位,以致引起虚焊。贴片胶过少会造成强度不足,元器件固化后会引起掉片,在波峰焊时更会出现。
贴片胶的固化
贴片胶涂布,贴装完元器件后,即可送入固化炉中固化,固化是贴片胶一波峰焊工艺中一道关键的工序,很多情况下由于贴片胶固化不良或未完全固化(特别是在PCB上元器件分布不均的情况下最为多见),在进行运输、焊接过程中,便会出现元器件脱落。
因此应认真做好固化工作。通常根据所采用的胶种不同,其固化方法也不同,常用的有两种方法固化,一种是热固化,另一种是光固化。
环氧型贴片胶采用热固化,早期的热固化是放在烘箱中进行的,现在多放在红外再流焊炉中固化以实现连续式生产。在正式生产前应首先调节炉温做出相应产品的炉温固化曲线,进行固化曲线时需注意的是:不同厂家、不同批号的贴片胶固化曲线不会完全相同;即使同种贴片胶,用在不同产品上,因板面尺寸、元器件多少不一,所设定的温度也会不同,这一点往往被忽视。经常会出现这样的情况:在焊接IC器件时,固化后所有的引肿还落在焊盘上但经过波峰焊后IC引脚会出现移位甚至离开焊盘并产生焊接缺陷。因此要保证焊接质量应坚持每个产品均要做温度曲线,而且要认真做好。
环氧胶固化的两个重要参数
环氧树脂贴片胶的热固化的实质是固化剂在高温时催化环氧基因开环发生化学反应。因此在固化过程中,有两个重要参数应引起注意:起始升温速率和峰值温度。起始升温速率决定固化后表面质量,峰值温度则决定固化后的黏结强度。这两个参数应由贴片胶供应商提供,这比供应商仅提供固化曲线更有意义,它能使你对所用的贴片胶性能更有所了解。图10.26是采用不同温度固化一种贴片胶的固化曲线。
上一篇:工艺参数优化设定
上一篇:环氧胶固化的两个重要参数
 相关技术资料
相关技术资料- 9-23点胶工艺中常见的缺陷
热门点击

 公网安备44030402000607
公网安备44030402000607





