
LM324ADR ��ϸ��ȱ�ݺͿ���dz��ȱ��
����ʱ��:2020/1/12 16:55:48 ���ʴ���:943
LM324ADRˮϴ�ͼ�⡢�ܼ���ϴ�ͼ��ͺ��黯�ͼ��,ˮϴ�ͼ��.
ˮϴ�ͼ����ֱ����ˮ����������ʣ���������ϴ�����������ּ�ⷽ����,�������������,�������ڼ�����ֲڵĹ���,��ϴ����,Ҳ��������С������������⡣
�ܼ���ϴ�ͼ��,�ܼ���ϴ�ͼ��Ҫ���ܼ���ϴ����������ʣ����������������ּ�ⷽ����,���������Ƚϸ�,�ɶԴ��������оֲ����,�����ڼ��ƣ�͵���ɵ�ϸС���ơ��������ײ���,�ɱ��ϸ�,�������ڱ���ֲڵĹ��������������ļ�⡣
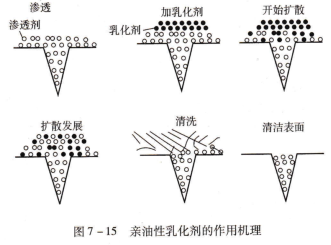
���黯�ͼ��,���黯�ͼ��֮ǰ,���ý��յȷ���,�ڹ�������ʩ���黯��,�黯����ɢ���ܽ������,������ˮ�����������������黯��������ϴ����ʹ�ú��黯�ͼ��,Ӧ���ݹ����������,�黯����Ũ�ȵ��ϸ�����黯���ڹ���������ͣ����ʱ��,���黯����û�����ü���ȱ���е�������ɢʱ,����ˮ�������������,ȱ���е��������ڻ�û�б��黯�ͻᱻ�ܺõر�������(��ͼ7-15)���������ּ�ⷽ����,���ּ�ⷽ������������ߡ������ڼ�⾫�ܹ���,��̽�����ϸ��ȱ�ݺͿ���dz��ȱ�ݡ����������ڼ�����ֲڵĹ���,���Ҷ�һ���黯�Ĺ���,Ӧ��Ҳ�ܵ�������������ơ�
������,���黯����ϴ��ʼ��ɢ�黯����.��u�Ը����i��h������,����ⷨ�IJ������������ⷨ��Ӧ��.
����ⷨ�IJ�������
�����������������ϴ��
������ʩ�Ӻ�ͣ��(�ɲ��ý���Ϳ���硢������Ϳ�ȷ�ʽʩ������),����Ӧ�ڹ�������ͣ��һ����ʱ��,ʹ���������˵���������Ŀ���ȱ����ȥ��
ȥ������������������,�ɲ���ˮϴ���ܼ���ϴ,�Ժ��黯���Ӧ�����黯,��ɢ��չ�������黯�������û������������ϴ��
���ﴦ�����ɲ��ò��ɡ��ȷ紵�ɻ���װ�ý��и��ﴦ����
ʩ����������ɲ��ý��ա���Ϳ����۵ȷ���,������ʪ��ʾ���������Ӹ��﹤��
��Ⲣ������ʾ��
������������
���ϸ����������Ӧ�ϸ����ʱ�䡣
����ⷨ��Ӧ��,����ⷨ,���˿������ڸ��ֽ������ǽ��������Լ�ȴ�ص���ԭ������������,���Ҳ��ܱ��칤���ļ�����״���ߴ��С��Ӱ�졣�D�β���,��ͬʱ����������ֿ���ȱ��,ȱ����ʾֱ��,��������Ƚϸߡ�
���ַ����ľ������Dz������ڶ�ײ���,ֻ�ܼ����濪��ȱ��,���ܲ��ȱ�ݵ���ȡ��ڲ�����״�ʹ�С,��������ֲڶȶԼ������Ӱ�졣���ǰ�����Ա��칤���������г�����ࡣ
������Ψ�жȿƼ�����˾http://wydkj.51dzw.com/
LM324ADRˮϴ�ͼ�⡢�ܼ���ϴ�ͼ��ͺ��黯�ͼ��,ˮϴ�ͼ��.
ˮϴ�ͼ����ֱ����ˮ����������ʣ���������ϴ�����������ּ�ⷽ����,�������������,�������ڼ�����ֲڵĹ���,��ϴ����,Ҳ��������С������������⡣
�ܼ���ϴ�ͼ��,�ܼ���ϴ�ͼ��Ҫ���ܼ���ϴ����������ʣ����������������ּ�ⷽ����,���������Ƚϸ�,�ɶԴ��������оֲ����,�����ڼ��ƣ�͵���ɵ�ϸС���ơ��������ײ���,�ɱ��ϸ�,�������ڱ���ֲڵĹ��������������ļ�⡣
���黯�ͼ��,���黯�ͼ��֮ǰ,���ý��յȷ���,�ڹ�������ʩ���黯��,�黯����ɢ���ܽ������,������ˮ�����������������黯��������ϴ����ʹ�ú��黯�ͼ��,Ӧ���ݹ����������,�黯����Ũ�ȵ��ϸ�����黯���ڹ���������ͣ����ʱ��,���黯����û�����ü���ȱ���е�������ɢʱ,����ˮ�������������,ȱ���е��������ڻ�û�б��黯�ͻᱻ�ܺõر�������(��ͼ7-15)���������ּ�ⷽ����,���ּ�ⷽ������������ߡ������ڼ�⾫�ܹ���,��̽�����ϸ��ȱ�ݺͿ���dz��ȱ�ݡ����������ڼ�����ֲڵĹ���,���Ҷ�һ���黯�Ĺ���,Ӧ��Ҳ�ܵ�������������ơ�
������,���黯����ϴ��ʼ��ɢ�黯����.��u�Ը����i��h������,����ⷨ�IJ������������ⷨ��Ӧ��.
����ⷨ�IJ�������
�����������������ϴ��
������ʩ�Ӻ�ͣ��(�ɲ��ý���Ϳ���硢������Ϳ�ȷ�ʽʩ������),����Ӧ�ڹ�������ͣ��һ����ʱ��,ʹ���������˵���������Ŀ���ȱ����ȥ��
ȥ������������������,�ɲ���ˮϴ���ܼ���ϴ,�Ժ��黯���Ӧ�����黯,��ɢ��չ�������黯�������û������������ϴ��
���ﴦ�����ɲ��ò��ɡ��ȷ紵�ɻ���װ�ý��и��ﴦ����
ʩ����������ɲ��ý��ա���Ϳ����۵ȷ���,������ʪ��ʾ���������Ӹ��﹤��
��Ⲣ������ʾ��
������������
���ϸ����������Ӧ�ϸ����ʱ�䡣
����ⷨ��Ӧ��,����ⷨ,���˿������ڸ��ֽ������ǽ��������Լ�ȴ�ص���ԭ������������,���Ҳ��ܱ��칤���ļ�����״���ߴ��С��Ӱ�졣�D�β���,��ͬʱ����������ֿ���ȱ��,ȱ����ʾֱ��,��������Ƚϸߡ�
���ַ����ľ������Dz������ڶ�ײ���,ֻ�ܼ����濪��ȱ��,���ܲ��ȱ�ݵ���ȡ��ڲ�����״�ʹ�С,��������ֲڶȶԼ������Ӱ�졣���ǰ�����Ա��칤���������г�����ࡣ
������Ψ�жȿƼ�����˾http://wydkj.51dzw.com/
 ��ؼ�������
��ؼ�������- 7-15�߷��ӻ������������Ӧ��̽��
- 7-15��Ч����4kW˫��PFC��Դ�������
- 7-15��ɢ�뵼��Ԫ��������ܡ������ܵȣ������������
- 7-15CommonGround Human AI���ļ�����
- 7-15520�߳��漶���ֻ������״�Ӧ��ǰ��
- 7-15MPronto-12 (M12 Push Pull ������R
- 7-14NeuPro NPUs+ SensPro DSP�����������
- 7-14˫ͨ��ATA-2022H��ѹ�Ŵ���
- 7-14�콢��ģ��Grok 4��Grok 4 API��չ����
- 7-14��Ϸ��漼�����߱���ģ�����鼼��Ӧ��̽��
- 7-14GPU��FPGA��ASIC��GPU��FPGA��������
- 7-14ASIC/FPGA/GPUоƬ����Ե-�ƶ�
�������
- BM1430 ©��������©Դ��ѹ֮��Ĺ�ϵ
- AP02002 ���������
- WSI57C43C-55TMB ��������ƽԭ
- UPD78078GF-G01-3BA-FXC
- TG110S050N2RLTR����ת����ͷ��
- TDA3640 ��ʽ�������ŵ�
- STC46CM6 ����ʽ������ȴ����
- S-80938CNMC ά����Ϣ��ѯ���ϸ���
- TRD-24VDC-FB-CL ȼ��ͨ��ϵͳ
- V23042-C2101-B201 ��������
�Ƽ���������
- Seeed Studio
- Seeed Studio����ǵ�ӡ�����Ǻͻ滭���벻��... [��ϸ]
- �߷��ӻ������������Ӧ��̽��
- ��Ч����4kW˫��PFC��Դ�������
- ��ɢ�뵼��Ԫ��������ܡ�������
- CommonGround Human AI&
- 520�߳��漶���ֻ������״�Ӧ
- MPronto-12 (M12
- ��ý��Э������SM501��Ƕ��ʽϵͳ�е�Ӧ��
- ����IEEE802.11b��EPA�¶ȱ�����
- QUICCEngine�������ƶ�IP�������
- SoC���������IJ�ҵ����
- MPC8xxϵ�д�������Ƕ��ʽϵͳ��Դ���
- dsPIC�����ڽ�����Ƶ�����е�Ӧ���о�
 ��������44030402000607
��������44030402000607





