
ADF4211BRU应用磁场计进行剩磁场测量
发布时间:2019/11/19 22:30:01 访问次数:882
ADF4211BRU在工件需要电焊时,剩磁会引起电弧的偏吹和游离;
会干扰以后的磁粉检测。
由于以上这些原因,进行磁粉检测后的工件一般都必须进行退磁处理。
退磁时,可以让工件在通交流电的线圈中缓慢而平稳地通过,进行交流电退磁;也可以通过将直流电流换向,并逐渐将电流降至零,进行直流电退磁。
工件退磁后,应用磁场计进行剩磁场测量,剩磁场强度小于一定的数值,退磁工作才能完成。
渗透检测方法的基本原理和分类,渗透检测方法的基本原理.
渗透液将溶有荧光染料或着色染料的渗透剂施加在工件的表面上,由于毛细作用,渗透剂可以渗人到表面各种类型的开口缺陷中去。清除附着在工件表面上多余的渗透剂,干燥后,再在工件表面涂一层显像剂,缺陷中的渗透剂在毛细作用下,重新被吸附到工件表面上,从而显示出工件表面上的开口缺陷(见图7-14)。

渗透检测法的分类和特点,按照渗透检测法所使用的渗透剂中的溶质不同,可将渗透检测法分为着色检测法和荧光检测法,而按照所使用的渗透剂的清洗方法,
又可分为水洗型渗透检测、溶剂清洗型检测和后乳化型检测。
着色检测法和荧光检测法
图7-14 渗透检测的基本程序(a)渗透;(b)清洗;(c)显像;(d)观察
使用的渗透剂含有红色染料,施加显像剂以后,重新被吸附到工件表面上的着色渗透剂在白光源下显示红色痕迹,形成颜色较深、鲜艳、边缘不十分清晰的缺陷图像。
着色检测法不需要暗室和紫外线光源,操作简单、成本低,但与荧光检测法相比,灵敏度较低。
荧光检测法,使用的渗透剂含有荧光物质。缺陷观察采用紫外线光源(也称黑光灯)。施加显像剂以后,重新被吸附到工件表面上的荧光渗透剂在紫外线照射下呈现出黄绿色荧光。
荧光检测法比着色检测法灵敏度高,适用于检测工件表面疲劳等细小裂纹。但需要暗室和紫外线光源,成本较高。
水洗型检测、溶剂清洗型检测和后乳化型检测
水洗型检测是直接用水将工件表面剩余的渗透剂清洗掉。在这三种检测方法中,它的灵敏度最低,但适用于检测表面粗糙的工件,清洗方便,也适用于中小型工件的批量检测。
溶剂清洗型检测要用溶剂清洗掉工件表面剩余的渗透剂。在这三种检测方法中,它的灵敏度较高,可对大型工件进行局部检测,适用于检查疲劳等造成的细小裂纹。但它不易操作,成本较高,不适用于表面粗糙的工件和批量工件的检测。
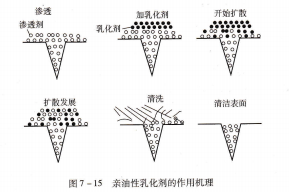
后乳化型检测,之前,采用浸渍等方法,在工件表面施加乳化剂,乳化剂扩散并溶解到渗透剂中,便于用水将工件表面渗透剂和乳化剂混合物冲洗掉。使用后乳化型检测,应根据工件表面光洁度,乳化剂的度等严格控制乳化剂在工件表面上停留的时间,在乳化剂还没有来得及向缺陷中的渗透剂扩散时,就用水把它冲掉。这样,缺陷中的渗透剂由于还没有被乳化就会被很好地保留下来(见图
7-15)。在这三种检测方法中,这种检测方法的灵敏度最高。适用于检测精密工件,能探测出极细微的缺陷和宽而浅的缺陷。但不适用于检测表面粗糙的工件,而且多一道乳化的工序,应用也受到设各条件的限制。
渗透检测法的操作步骤和渗透检测法的应用,渗透检测法的操作步骤.
被检测工件表面的准备和清洗。
渗透剂的施加和停留(可采用浸、涂、喷、静电喷涂等方式施用渗透剂),渗透剂应在工件表面停留一定的时间,使渗透剂能渗人到工件表面的开口缺陷中去。
去除工件表面多余的渗透剂,可采用水洗、溶剂清洗,对后乳化检测应增加乳化
扩散发展.
ADF4211BRU在工件需要电焊时,剩磁会引起电弧的偏吹和游离;
会干扰以后的磁粉检测。
由于以上这些原因,进行磁粉检测后的工件一般都必须进行退磁处理。
退磁时,可以让工件在通交流电的线圈中缓慢而平稳地通过,进行交流电退磁;也可以通过将直流电流换向,并逐渐将电流降至零,进行直流电退磁。
工件退磁后,应用磁场计进行剩磁场测量,剩磁场强度小于一定的数值,退磁工作才能完成。
渗透检测方法的基本原理和分类,渗透检测方法的基本原理.
渗透液将溶有荧光染料或着色染料的渗透剂施加在工件的表面上,由于毛细作用,渗透剂可以渗人到表面各种类型的开口缺陷中去。清除附着在工件表面上多余的渗透剂,干燥后,再在工件表面涂一层显像剂,缺陷中的渗透剂在毛细作用下,重新被吸附到工件表面上,从而显示出工件表面上的开口缺陷(见图7-14)。
渗透检测法的分类和特点,按照渗透检测法所使用的渗透剂中的溶质不同,可将渗透检测法分为着色检测法和荧光检测法,而按照所使用的渗透剂的清洗方法,
又可分为水洗型渗透检测、溶剂清洗型检测和后乳化型检测。
着色检测法和荧光检测法
图7-14 渗透检测的基本程序(a)渗透;(b)清洗;(c)显像;(d)观察
使用的渗透剂含有红色染料,施加显像剂以后,重新被吸附到工件表面上的着色渗透剂在白光源下显示红色痕迹,形成颜色较深、鲜艳、边缘不十分清晰的缺陷图像。
着色检测法不需要暗室和紫外线光源,操作简单、成本低,但与荧光检测法相比,灵敏度较低。
荧光检测法,使用的渗透剂含有荧光物质。缺陷观察采用紫外线光源(也称黑光灯)。施加显像剂以后,重新被吸附到工件表面上的荧光渗透剂在紫外线照射下呈现出黄绿色荧光。
荧光检测法比着色检测法灵敏度高,适用于检测工件表面疲劳等细小裂纹。但需要暗室和紫外线光源,成本较高。
水洗型检测、溶剂清洗型检测和后乳化型检测
水洗型检测是直接用水将工件表面剩余的渗透剂清洗掉。在这三种检测方法中,它的灵敏度最低,但适用于检测表面粗糙的工件,清洗方便,也适用于中小型工件的批量检测。
溶剂清洗型检测要用溶剂清洗掉工件表面剩余的渗透剂。在这三种检测方法中,它的灵敏度较高,可对大型工件进行局部检测,适用于检查疲劳等造成的细小裂纹。但它不易操作,成本较高,不适用于表面粗糙的工件和批量工件的检测。
后乳化型检测,之前,采用浸渍等方法,在工件表面施加乳化剂,乳化剂扩散并溶解到渗透剂中,便于用水将工件表面渗透剂和乳化剂混合物冲洗掉。使用后乳化型检测,应根据工件表面光洁度,乳化剂的度等严格控制乳化剂在工件表面上停留的时间,在乳化剂还没有来得及向缺陷中的渗透剂扩散时,就用水把它冲掉。这样,缺陷中的渗透剂由于还没有被乳化就会被很好地保留下来(见图
7-15)。在这三种检测方法中,这种检测方法的灵敏度最高。适用于检测精密工件,能探测出极细微的缺陷和宽而浅的缺陷。但不适用于检测表面粗糙的工件,而且多一道乳化的工序,应用也受到设各条件的限制。
渗透检测法的操作步骤和渗透检测法的应用,渗透检测法的操作步骤.
被检测工件表面的准备和清洗。
渗透剂的施加和停留(可采用浸、涂、喷、静电喷涂等方式施用渗透剂),渗透剂应在工件表面停留一定的时间,使渗透剂能渗人到工件表面的开口缺陷中去。
去除工件表面多余的渗透剂,可采用水洗、溶剂清洗,对后乳化检测应增加乳化
扩散发展.
上一篇:LT1516磁粉检测方法的应用
 相关技术资料
相关技术资料- 7-15高分子混合铝电解电容器应用探究
- 7-15高效节能4kW双向PFC电源方案解读
- 7-15离散半导体元件(晶体管、二极管等)技术参数设计
- 7-15CommonGround Human AI核心技术简
- 7-15520线车规级数字化激光雷达应用前景
- 7-15MPronto-12 (M12 Push Pull 连接器R
- 7-14NeuPro NPUs+ SensPro DSP技术参数设计
- 7-14双通道ATA-2022H高压放大器
- 7-14旗舰大模型Grok 4、Grok 4 API发展趋势
- 7-14耦合仿真技术及高保真模型试验技术应用探究
- 7-14GPU、FPGA、ASIC。GPU、FPGA技术解释
- 7-14ASIC/FPGA/GPU芯片及边缘-云端
 公网安备44030402000607
公网安备44030402000607





