
LT1516�ŷۼ�ⷽ����Ӧ��
����ʱ��:2019/11/19 22:22:01 ���ʴ���:1913
LT1516�����ɼ������ϱ���ȱ��,�����Լ��������ڲ�ȱ��;��Ŀ�ӿɴ��Բ�������������ǵĽṹ��,����Ƥ�����µ����������ߵ�,��������X����ⷨ������������;
��ֱ����ʾȱ��Ӱ��,���ڶ�ȱ�ݽ��ж��ԡ���������;
�й⽺Ƭ�ܳ��ڴ浵����,���ڷ����¹�ԭ��;
�Ա��칤�����ƻ�������Ⱦ��
�����������ڴ����ʵĹ����������պ�ɢ���˥��,ʹ�����������ĺ����һ��������;
X������豸һ����Ͷ�ʴ�,�����ø�;
���߶��������˺�,�����ԱӦ�����������
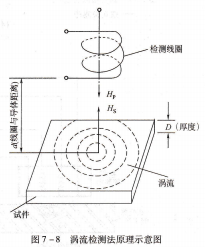
������ⷨ�Ļ���ԭ���ͼ�ⷽ��,������ⷨ�Ļ���ԭ��,������ⷨ���Ե�Ÿ�Ӧԭ��Ϊ�����ġ�
�ڼ����Ȧ��ͨ�������(����������),������Ȧ����Χ����һ������Ĵų�(��������),�������Ȧ���������ĵ��繤��,�����ڻ��Ӧ����������D����,���ڹ���������Χ����һ�����ӵĽ���ų�(�μ�����),��ͼ7-8���μ��ų�������ų���������,��������Ȧ�и�Ӧ�綯�ơ�����,ͨ��������Ȧ�е����仯��,�Ϳ���ȷ���μ������ı仯���������Լ�����(�������)������,�Ʊ�ʹ������������������,Ӱ���μ��ų�,������Ȧ�е����ı仯���Ӷ���Ӧ��������ȱ�ݵ������
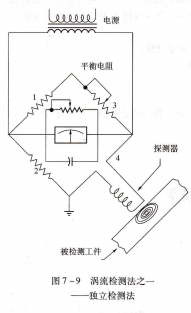
������ⷽ��,������ⷨ,������ⷨԭ��ʾ��ͼ
������ⷨ��Ҫ����һ������ʽ�����豸��һ��̽������ɡ�����̽�����Ӵ����ղ��Ͻ��в���ʱ,���ڵ���ʽ�����豸��ƽ�����,ʹ��������ָʾΪ��,Ȼ������̽�����Ӵ�Ҫ���Ĺ���,��������Ĺ�����ȱ��,��������ָ��ͻ�ƫ����̶�,���ƫ������Ķ����ͱ�ʾ�˱������IJ��ϺͲ��ղ���֮��IJ���(��ͼ7-9)��
�Աȼ�ⷨ��������̽����,����һ���Ӵ����ղ��Ͻ��м��,ͬʱ,��һ���Ӵ�Ҫ���Ĺ������м��,��������Ĺ�����ȱ��,�������ϵ�������ڲ�������ָʾ����(��ͼ7-10)��
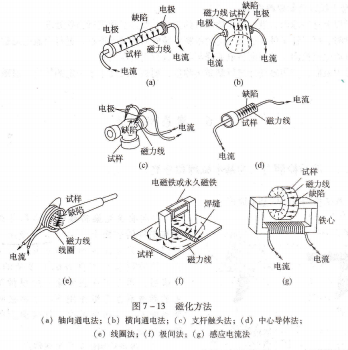
�����Ȧ���÷�����Ӧ��,����ʽ��Ȧ,��Ҫ���Ĺ���������Ȧ��,�����ڲ�ͨ��,��ͼ7-11(a)��ʾ�����ַ��÷������ڹܲġ��߲ĺͰ��ı��������ļ�⡣

��ͨ��ʽ��Ȧ,����Ȧ����Ҫ�������ڲ����м��(��ͼ7-11(b))�����ַ��������ڼ����̼��ױ��������Ƶ����ˡ�
����ʽ��Ȧ,����Ǵ����ҨҪ���Ĺ��������Ϸ�(��ͼ7-11(c))�����ַ��÷������ڰ�ġ����ġ����ĵı������˼��,���ܶ���״���ӵĹ�����ijһ������оֲ���⡣
�ŷۼ�ⷽ����Ӧ��,�ŷۼ�ⷽ�����ڼ�������Բ��Ϲ�����������������ơ����ӵ�ȱ��,�����ܼ����ȱ�ݵ���ȡ����ַ����������ٶȿ졢�����ȸ�,ȱ����ʾֱ��,��ȷ��ȷ��ȱ����С����״��λ�á��ɻ��ṹ�ϵ������Թ��������������ȱ�ݶ������ôŷۼ�ⷨ������,�����ֱ�۶��ɿ���
�ŷۼ�ⷨ�������ڷ������Բ���,�����ڼ��ǰ����Ա��칤���ı��������ϴ������,����Ҫ��̽�˹��������˴Ŵ�����
�˴Ŵ���,���Ծ����ŷۼ�ⷨ̽�˵Ĺ����������˴Ŵ���,�����ϵ�ʣ�ų���Թ����Ժ�ļӹ�������������Ӱ��:
ʣ�Ż�Ӱ�칤����ΧijЩ�������DZ��Ĺ������Ⱥ��ܺ���)ʣ�Ż������ŷ�,��ɹ�����ĥ��;ʣ�Ż�������м,�ƻ��������澫��,��ʹ���߶ۻ�;
LT1516�����ɼ������ϱ���ȱ��,�����Լ��������ڲ�ȱ��;��Ŀ�ӿɴ��Բ�������������ǵĽṹ��,����Ƥ�����µ����������ߵ�,��������X����ⷨ������������;
��ֱ����ʾȱ��Ӱ��,���ڶ�ȱ�ݽ��ж��ԡ���������;
�й⽺Ƭ�ܳ��ڴ浵����,���ڷ����¹�ԭ��;
�Ա��칤�����ƻ�������Ⱦ��
�����������ڴ����ʵĹ����������պ�ɢ���˥��,ʹ�����������ĺ����һ��������;
X������豸һ����Ͷ�ʴ�,�����ø�;
���߶��������˺�,�����ԱӦ�����������
������ⷨ�Ļ���ԭ���ͼ�ⷽ��,������ⷨ�Ļ���ԭ��,������ⷨ���Ե�Ÿ�Ӧԭ��Ϊ�����ġ�
�ڼ����Ȧ��ͨ�������(����������),������Ȧ����Χ����һ������Ĵų�(��������),�������Ȧ���������ĵ��繤��,�����ڻ��Ӧ����������D����,���ڹ���������Χ����һ�����ӵĽ���ų�(�μ�����),��ͼ7-8���μ��ų�������ų���������,��������Ȧ�и�Ӧ�綯�ơ�����,ͨ��������Ȧ�е����仯��,�Ϳ���ȷ���μ������ı仯���������Լ�����(�������)������,�Ʊ�ʹ������������������,Ӱ���μ��ų�,������Ȧ�е����ı仯���Ӷ���Ӧ��������ȱ�ݵ������
������ⷽ��,������ⷨ,������ⷨԭ��ʾ��ͼ
������ⷨ��Ҫ����һ������ʽ�����豸��һ��̽������ɡ�����̽�����Ӵ����ղ��Ͻ��в���ʱ,���ڵ���ʽ�����豸��ƽ�����,ʹ��������ָʾΪ��,Ȼ������̽�����Ӵ�Ҫ���Ĺ���,��������Ĺ�����ȱ��,��������ָ��ͻ�ƫ����̶�,���ƫ������Ķ����ͱ�ʾ�˱������IJ��ϺͲ��ղ���֮��IJ���(��ͼ7-9)��
�Աȼ�ⷨ��������̽����,����һ���Ӵ����ղ��Ͻ��м��,ͬʱ,��һ���Ӵ�Ҫ���Ĺ������м��,��������Ĺ�����ȱ��,�������ϵ�������ڲ�������ָʾ����(��ͼ7-10)��
�����Ȧ���÷�����Ӧ��,����ʽ��Ȧ,��Ҫ���Ĺ���������Ȧ��,�����ڲ�ͨ��,��ͼ7-11(a)��ʾ�����ַ��÷������ڹܲġ��߲ĺͰ��ı��������ļ�⡣
��ͨ��ʽ��Ȧ,����Ȧ����Ҫ�������ڲ����м��(��ͼ7-11(b))�����ַ��������ڼ����̼��ױ��������Ƶ����ˡ�
����ʽ��Ȧ,����Ǵ����ҨҪ���Ĺ��������Ϸ�(��ͼ7-11(c))�����ַ��÷������ڰ�ġ����ġ����ĵı������˼��,���ܶ���״���ӵĹ�����ijһ������оֲ���⡣
�ŷۼ�ⷽ����Ӧ��,�ŷۼ�ⷽ�����ڼ�������Բ��Ϲ�����������������ơ����ӵ�ȱ��,�����ܼ����ȱ�ݵ���ȡ����ַ����������ٶȿ졢�����ȸ�,ȱ����ʾֱ��,��ȷ��ȷ��ȱ����С����״��λ�á��ɻ��ṹ�ϵ������Թ��������������ȱ�ݶ������ôŷۼ�ⷨ������,�����ֱ�۶��ɿ���
�ŷۼ�ⷨ�������ڷ������Բ���,�����ڼ��ǰ����Ա��칤���ı��������ϴ������,����Ҫ��̽�˹��������˴Ŵ�����
�˴Ŵ���,���Ծ����ŷۼ�ⷨ̽�˵Ĺ����������˴Ŵ���,�����ϵ�ʣ�ų���Թ����Ժ�ļӹ�������������Ӱ��:
ʣ�Ż�Ӱ�칤����ΧijЩ�������DZ��Ĺ������Ⱥ��ܺ���)ʣ�Ż������ŷ�,��ɹ�����ĥ��;ʣ�Ż�������м,�ƻ��������澫��,��ʹ���߶ۻ�;
��һƪ��OPA342UAG4�Შ���ȱ�ݵ�����
 ��ؼ�������
��ؼ�������- 7-15�߷��ӻ������������Ӧ��̽��
- 7-15��Ч����4kW˫��PFC��Դ�������
- 7-15��ɢ�뵼��Ԫ��������ܡ������ܵȣ������������
- 7-15CommonGround Human AI���ļ�����
- 7-15520�߳��漶���ֻ������״�Ӧ��ǰ��
- 7-15MPronto-12 (M12 Push Pull ������R
- 7-14NeuPro NPUs+ SensPro DSP�����������
- 7-14˫ͨ��ATA-2022H��ѹ�Ŵ���
- 7-14�콢��ģ��Grok 4��Grok 4 API��չ����
- 7-14��Ϸ��漼�����߱���ģ�����鼼��Ӧ��̽��
- 7-14GPU��FPGA��ASIC��GPU��FPGA��������
- 7-14ASIC/FPGA/GPUоƬ����Ե-�ƶ�
�������
- 10-31SMA1301 ����������պϵ�ʱ
- VI-B4V-CU�Ŵ��·����Ҫ����ָ��
- L5028223K2 ���÷Ŵ�����·
- MAX6809REUK-T�ԴŴ����Ĵų�
- ICS501MILF��ǿ��ά�Ի��������ǿ(
- PK160FG120�����ĵ�����
- GZ6B1SB00102D8���ӻ����ṹ����
- 27C1001-12FI���Ӵ�ȡ�洢��
- MAX328CWE-T�����̵��������ȸߵ�ԭ
- JAN1N3033B�˶��Ĺ켣��ֱ�߱�Ϊ����
�Ƽ���������
- �߷��ӻ������������Ӧ��̽��
- ��Ч����4kW˫��PFC��Դ�������
- ��ɢ�뵼��Ԫ��������ܡ�������
- CommonGround Human AI&
- 520�߳��漶���ֻ������״�Ӧ
- MPronto-12 (M12
- ��ý��Э������SM501��Ƕ��ʽϵͳ�е�Ӧ��
- ����IEEE802.11b��EPA�¶ȱ�����
- QUICCEngine�������ƶ�IP�������
- SoC���������IJ�ҵ����
- MPC8xxϵ�д�������Ƕ��ʽϵͳ��Դ���
- dsPIC�����ڽ�����Ƶ�����е�Ӧ���о�
 ��������44030402000607
��������44030402000607





