
WCM2012F2S-361T01����í��֮��ļ��
����ʱ��:2019/11/16 12:27:31 ���ʴ���:2881
WCM2012F2S-361T01í�����ܼ��д����غ�ʱ,���ܷ������ƻ���ʽ,(a)����������;(b)���̼�����ʧЧ;(c)���̼��ױڼ�ѹʧЧ;(d)�ṹ������ʧЧ;(e)�ṹ������ʧЧ.
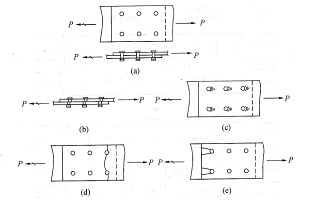
í�������ƻ�,í�����в���,í�����з�ʽ��ͼ3-25��ʾ��
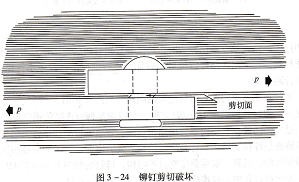
í�����з�ʽ��ƽ������(��ͼ3-25(a))�ͽ�������(��ͼ3-25(b))����������һ��������Ҫ����Һ��������ܷ�Ľṹ,��������߽�ṹ��������Ϊí���Ľ���������������������ܷ��ԡ�
í����ľ��벼��һ���ͱ߾�,í�����������í������֮��ľ��롣í������ַ�Ϊ�о���о�(��ͼ3-25)���о�D��ֱ�غɷ��������í��֮��ļ����о�(��ͼ3-25)��
һ�������,í�����о���4D~6D(DΪí��֮��,��������í�����ӵ�ǿ��í�������з�ʽ(a)���̼�ƽ������ʾ��ͼ;(b)���̼���������ʾ��ͼҪ��
í���о����,�ṹ���ܼ�ѹ�غ�ʱ,���ܵ���í��������Ӽ�����ʧ�ȱ��Ρ�í���о��С,���ܵ���í��֮�����Ӽ����ϼ����ƻ�,ǧ��~��j��iz����ll���ٳ�����������~��������í������С�о�Ϊ2D��
�о�һƽ���غɷ��������í��֮��ļ����о�(��ͼ3-25)��һ�������,í�����о���4E~6D,��������í�����ӵ�ǿ��Ҫ��

í���о����,ͬ�����ڽṹ����ѹ���غ�ʱ,����í�������Ӽ�ʧ�ȱ��Ρ�í���о��С,���ܵ������Ӽ������ƻ�,���ή�ͽṹ��ƣ������������ƣ��������,����������ŵȴ���Χ�ṹ,�����±�����Ƥ�ڰ�Ƚṹ,í�����о��С��4D��
�߾�D��Եí�������ĵ����Ӽ���Ե�ľ���(��ͼ3-25)��
һ������������ƻ���í���ı߾�Ӧ��2.0D~2.5D���߾��С��������Ӽ��ڱ�Եí����.
ʵ��í���İ�װ������Ҫ��,ʵ��í���İ�װ.
�����í�ӹ������Ǻ���Ҫ��һ������,���í�������ĺû��ܴ�̶���ȡ����Ԥ�ƿ���������í��������Ҫ����:����ֱ����СӦ������í��ֱ����ƥ��,��Ӧ�Ǵ�ֱ����ƽ���Բ��,�Ȳ�����б,Ҳ��������Բ��;�ױ�Ӧ���,��������ǡ�ë�̡�ѹ�ˡ�������;�ڱ�ԵӦ�����ë�̡�
���ڷɻ��ṹ�ϵ�í��ֱ����Χ��3/32~3/8 in��ֱ��С��3/32 in��í������������С,�������ڷɻ��ṹ��;����ֱ������3/8 in,һ�㶼����������ʽ�Ľ��̼�.
í���ĵ������ó�ѹ����ѹ�Ƶ�,Ȼ��������������������굽�����տijߴ硣����ֱ�ӳ�ѹ�������տ�,��Ϊ�ó�ѹ���Ƴ���í�����кܶ�ȱ��,���ή�������Ӽ���ƣ��ǿ�ȡ�
�������Ӳ�����ױ�Եһ�㰲װí����տ�ֱ��Ҫ��í������ֱ����3/1000~4/1 000 in���տ�ֱ��̫С,���ڽ�í�����˿���ʱ����í���˱��������Ĥ������;�տ�ֱ��̫��,��í��í�����֮��,�����í���˲��ܳ���í����,�Ӷ�����í����ѹǿ��,�ﲻ������ǿ��Ҫ��������Ժ�,Ҫ��ﱵ������꽫�ױ�Ե��ë��ȥ�������ʹ�á�
�ӹ���ͷ��,��ʹ����ͷí������í������,��������������Ժ�,��Ҫ�ڶ��������γ�һ��������í��ͷ������ͷ��,��������ʹí��ͷ��������,í��ͷ�������Ӽ�����ȡƽ,�õ��⻬���������Ρ�
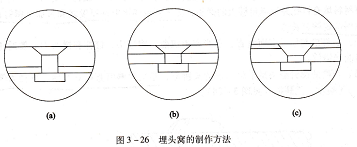
��ͷ�ѵ���������������:���ѷ���ѹ�ѳ��͡��û��ѷ�������ͷ�ѵ�ԭ����:������������ͷ�ѵ��Ӽ����γɵ���(��ͼ3-26(c)),��������Ӽ���ƣ��ͼ3-26(a)��ʾΪ��õĽṹ��ʽ,��ͼ3-26(c)��ʾ�Ľṹ��ʽ�Dz��ܲ��õġ�
��ͷ�ѵ���������,����ѹ��Ч���Ϻ�,�ڿ��������Ӧ���þ���ѹ�ѳ����о���ѹ�Ѻ�Բ��ѹ����.���ѷ���Ԥ��í���ѡ��ԵĽ���,������ѹ�ѳ����ա���Ϊ��Щ���Ͻϴ�,���Բ�,�������±�����������,���������ѹ�ѳ���,��������ơ��Ʊ�����״����ȷ��
���,��Щ����ѹ�ѳ���ʱ,���������ӦԤ�ȼ���,Ҳ���Dz�����ѹ�ѳ��͡�������ѹ�ѳ���ʱ,���ȵ��¶Ⱥͼ���ʱ��Ӧ�ϸ����,�Է�ֹ���ȹ����ƻ����ϵ�ԭ���ȴ���״̬�����ܡ�
��í��ʱע������:
í��֮ǰӦѡ�ú��ʵ�íǹ��ͷ,���ȳ�ͷ��״Ӧ��Ҫí���í����ͷ��״���ʺ�,���í����ƽ��������ݭ����������I426��470��í��)ʱ1����ͷ��������Ӧ�ȶ�ͷ�뾶~�Դ�һЩ,�Ա�֤í��ʱ��ͷʩ�ӵ���ͷ�ϵ����ܼ������õ��������Ĵ�(��ͼ3-27).
������Ψ�жȿƼ�����˾http://wydkj.51dzw.com/
WCM2012F2S-361T01í�����ܼ��д����غ�ʱ,���ܷ������ƻ���ʽ,(a)����������;(b)���̼�����ʧЧ;(c)���̼��ױڼ�ѹʧЧ;(d)�ṹ������ʧЧ;(e)�ṹ������ʧЧ.
í�������ƻ�,í�����в���,í�����з�ʽ��ͼ3-25��ʾ��
í�����з�ʽ��ƽ������(��ͼ3-25(a))�ͽ�������(��ͼ3-25(b))����������һ��������Ҫ����Һ��������ܷ�Ľṹ,��������߽�ṹ��������Ϊí���Ľ���������������������ܷ��ԡ�
í����ľ��벼��һ���ͱ߾�,í�����������í������֮��ľ��롣í������ַ�Ϊ�о���о�(��ͼ3-25)���о�D��ֱ�غɷ��������í��֮��ļ����о�(��ͼ3-25)��
һ�������,í�����о���4D~6D(DΪí��֮��,��������í�����ӵ�ǿ��í�������з�ʽ(a)���̼�ƽ������ʾ��ͼ;(b)���̼���������ʾ��ͼҪ��
í���о����,�ṹ���ܼ�ѹ�غ�ʱ,���ܵ���í��������Ӽ�����ʧ�ȱ��Ρ�í���о��С,���ܵ���í��֮�����Ӽ����ϼ����ƻ�,ǧ��~��j��iz����ll���ٳ�����������~��������í������С�о�Ϊ2D��
�о�һƽ���غɷ��������í��֮��ļ����о�(��ͼ3-25)��һ�������,í�����о���4E~6D,��������í�����ӵ�ǿ��Ҫ��
í���о����,ͬ�����ڽṹ����ѹ���غ�ʱ,����í�������Ӽ�ʧ�ȱ��Ρ�í���о��С,���ܵ������Ӽ������ƻ�,���ή�ͽṹ��ƣ������������ƣ��������,����������ŵȴ���Χ�ṹ,�����±�����Ƥ�ڰ�Ƚṹ,í�����о��С��4D��
�߾�D��Եí�������ĵ����Ӽ���Ե�ľ���(��ͼ3-25)��
һ������������ƻ���í���ı߾�Ӧ��2.0D~2.5D���߾��С��������Ӽ��ڱ�Եí����.
ʵ��í���İ�װ������Ҫ��,ʵ��í���İ�װ.
�����í�ӹ������Ǻ���Ҫ��һ������,���í�������ĺû��ܴ�̶���ȡ����Ԥ�ƿ���������í��������Ҫ����:����ֱ����СӦ������í��ֱ����ƥ��,��Ӧ�Ǵ�ֱ����ƽ���Բ��,�Ȳ�����б,Ҳ��������Բ��;�ױ�Ӧ���,��������ǡ�ë�̡�ѹ�ˡ�������;�ڱ�ԵӦ�����ë�̡�
���ڷɻ��ṹ�ϵ�í��ֱ����Χ��3/32~3/8 in��ֱ��С��3/32 in��í������������С,�������ڷɻ��ṹ��;����ֱ������3/8 in,һ�㶼����������ʽ�Ľ��̼�.
í���ĵ������ó�ѹ����ѹ�Ƶ�,Ȼ��������������������굽�����տijߴ硣����ֱ�ӳ�ѹ�������տ�,��Ϊ�ó�ѹ���Ƴ���í�����кܶ�ȱ��,���ή�������Ӽ���ƣ��ǿ�ȡ�
�������Ӳ�����ױ�Եһ�㰲װí����տ�ֱ��Ҫ��í������ֱ����3/1000~4/1 000 in���տ�ֱ��̫С,���ڽ�í�����˿���ʱ����í���˱��������Ĥ������;�տ�ֱ��̫��,��í��í�����֮��,�����í���˲��ܳ���í����,�Ӷ�����í����ѹǿ��,�ﲻ������ǿ��Ҫ��������Ժ�,Ҫ��ﱵ������꽫�ױ�Ե��ë��ȥ�������ʹ�á�
�ӹ���ͷ��,��ʹ����ͷí������í������,��������������Ժ�,��Ҫ�ڶ��������γ�һ��������í��ͷ������ͷ��,��������ʹí��ͷ��������,í��ͷ�������Ӽ�����ȡƽ,�õ��⻬���������Ρ�
��ͷ�ѵ���������������:���ѷ���ѹ�ѳ��͡��û��ѷ�������ͷ�ѵ�ԭ����:������������ͷ�ѵ��Ӽ����γɵ���(��ͼ3-26(c)),��������Ӽ���ƣ��ͼ3-26(a)��ʾΪ��õĽṹ��ʽ,��ͼ3-26(c)��ʾ�Ľṹ��ʽ�Dz��ܲ��õġ�
��ͷ�ѵ���������,����ѹ��Ч���Ϻ�,�ڿ��������Ӧ���þ���ѹ�ѳ����о���ѹ�Ѻ�Բ��ѹ����.���ѷ���Ԥ��í���ѡ��ԵĽ���,������ѹ�ѳ����ա���Ϊ��Щ���Ͻϴ�,���Բ�,�������±�����������,���������ѹ�ѳ���,��������ơ��Ʊ�����״����ȷ��
���,��Щ����ѹ�ѳ���ʱ,���������ӦԤ�ȼ���,Ҳ���Dz�����ѹ�ѳ��͡�������ѹ�ѳ���ʱ,���ȵ��¶Ⱥͼ���ʱ��Ӧ�ϸ����,�Է�ֹ���ȹ����ƻ����ϵ�ԭ���ȴ���״̬�����ܡ�
��í��ʱע������:
í��֮ǰӦѡ�ú��ʵ�íǹ��ͷ,���ȳ�ͷ��״Ӧ��Ҫí���í����ͷ��״���ʺ�,���í����ƽ��������ݭ����������I426��470��í��)ʱ1����ͷ��������Ӧ�ȶ�ͷ�뾶~�Դ�һЩ,�Ա�֤í��ʱ��ͷʩ�ӵ���ͷ�ϵ����ܼ������õ��������Ĵ�(��ͼ3-27).
������Ψ�жȿƼ�����˾http://wydkj.51dzw.com/
 ��ؼ�������
��ؼ�������- 7-14NeuPro NPUs+ SensPro DSP�����������
- 7-14˫ͨ��ATA-2022H��ѹ�Ŵ���
- 7-14�콢��ģ��Grok 4��Grok 4 API��չ����
- 7-14��Ϸ��漼�����߱���ģ�����鼼��Ӧ��̽��
- 7-14GPU��FPGA��ASIC��GPU��FPGA��������
- 7-14ASIC/FPGA/GPUоƬ����Ե-�ƶ�
- 7-12PWM���빦������������ԭ��
- 7-12����ʽ DC/DC �任����ģ����������
- 7-12�������4 ����Ч��ѹ DC/DC �任��
- 7-12���ָ��빦��ȫ���� DC/DC ��Դ�任������
- 7-12���ɵ�������������ģ��ת���� (ADC)Ӧ�����
- 7-12128 ͨ��20 λ��������ת����Ӧ��̽��
�������
- LQM21NNR56K10D�������Ŵ��·��
- WCM2012F2S-361T01����í��֮
- LM5005MHX RC��ͨ��·�IJ���
- LC3564SM-10TL��ЧӦ�ܾ�̬����
- RN14WT188.7K1Rʯ
- SMI-453232-561J�����ܿ���ͨ��
- ISL8105AIBZ-TԪ����ģ�Ͳ�������
- S5KC20R��ƵС�źŵ�Ч��·
- STK689-030�������ڿ��������ȳ̶�
- TK11128CSIL�����źŵ�ʱ��
�Ƽ���������
- Seeed Studio
- Seeed Studio����ǵ�ӡ�����Ǻͻ滭���벻��... [��ϸ]
 ��������44030402000607
��������44030402000607





