
预热温度:松香基助焊剂实测
发布时间:2016/6/2 22:47:51 访问次数:1495
● 预热温度:松香基助焊剂实测70~120℃.
水基助焊剂实测80~130℃。 MAC224-10
● 焊接温度:实测⒛0~250℃。
● 焊接时间:单波峰2~5s,双波峰2,3~5s(其中高波要求在0.3s以上)。
● 传送速度:醇基助焊剂ω~18Ocm/min,水基助焊ω~150clL/min。
无铅波峰焊通用技术要求
● 预热温度:醇基助焊剂实测75~120℃,水基助焊剂90~130℃。
● 焊接温度:实测235~265℃。
● 焊接时间:3~6s。
● 传送速度:60~140cWmin。
以有铅钎料Sn~s7Pb为例,在波峰焊接过程中,热量是焊接的绝对必要条件,热过程的控制及热量的有效利用,是确保波峰焊接效果的重要因素。有铅波峰焊接的热过程温度曲线如图9.15所示。
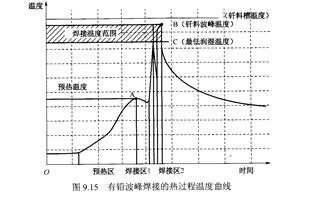
● 预热温度:松香基助焊剂实测70~120℃.
水基助焊剂实测80~130℃。 MAC224-10
● 焊接温度:实测⒛0~250℃。
● 焊接时间:单波峰2~5s,双波峰2,3~5s(其中高波要求在0.3s以上)。
● 传送速度:醇基助焊剂ω~18Ocm/min,水基助焊ω~150clL/min。
无铅波峰焊通用技术要求
● 预热温度:醇基助焊剂实测75~120℃,水基助焊剂90~130℃。
● 焊接温度:实测235~265℃。
● 焊接时间:3~6s。
● 传送速度:60~140cWmin。
以有铅钎料Sn~s7Pb为例,在波峰焊接过程中,热量是焊接的绝对必要条件,热过程的控制及热量的有效利用,是确保波峰焊接效果的重要因素。有铅波峰焊接的热过程温度曲线如图9.15所示。
上一篇:钎料槽温度
上一篇:波峰焊横常见缺陷及其抑制
 相关技术资料
相关技术资料- 6-2预热温度:松香基助焊剂实测
热门点击
 公网安备44030402000607
公网安备44030402000607





