
PLC系统配置
发布时间:2014/8/12 20:33:02 访问次数:681
根据工艺流程与控制要求,要完成14台被控设备的启动、停止按钮操作,运行、停止、 S7139SF故障状态的灯指示以及4种控制方式,如果采用常规的控制模式,1台设备需5个~6个启、停按钮及状态指示灯等器件,整个控制盘面上大约需要90余个按钮与指示灯。这将带来器件成本的增高、控制盘面的增大、人工操作的杂乱。本系统采用软件编程的方法,充分利用PLC内部的输入、输出变量及软件计数器,使1个带灯按钮集成了1台设备的全部控制与状态指示功能,加上4种控制方式及其切换,总计只需配置24个带灯按钮,分别代表14台被控设备与10种控制方式。
整个系统需要开关量输入40点与开关量输出32点。因此,选用德国SIEMENS昀S7 - 200主机CPU226,有开关量24输入/16输出点,数字量扩展模块EM223,提供开关量16输入/16输出点,总计正好构成了系统要求的40点输入/32点输出。
操作界面选用TD200中文文本显示器。
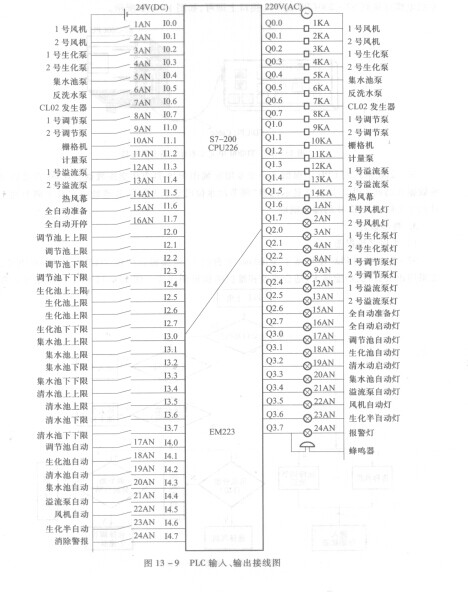
2) PLC输入、输出接线图
PLC输入、输出接线如图13 -9所示,输入按钮(AN)1~24分别对应PLC 10.0~11.7与14.0~14.7计24个开关量输入点;4个水位计的16个水位电极点分别对应I2.0一I3.7计16个开关量输入点;PLC输出点QO.O~QO.7,Ql.0~Ql.5分别对应于14台输出设备;输出点
Ql.6~Q3.7分别对应于8台被控设备与10种控制方式的状态指示灯,共计32个开关量输出点;另外6台被控设备的运行指示灯由相应的中间继电器触点驱动。
根据工艺流程与控制要求,要完成14台被控设备的启动、停止按钮操作,运行、停止、 S7139SF故障状态的灯指示以及4种控制方式,如果采用常规的控制模式,1台设备需5个~6个启、停按钮及状态指示灯等器件,整个控制盘面上大约需要90余个按钮与指示灯。这将带来器件成本的增高、控制盘面的增大、人工操作的杂乱。本系统采用软件编程的方法,充分利用PLC内部的输入、输出变量及软件计数器,使1个带灯按钮集成了1台设备的全部控制与状态指示功能,加上4种控制方式及其切换,总计只需配置24个带灯按钮,分别代表14台被控设备与10种控制方式。
整个系统需要开关量输入40点与开关量输出32点。因此,选用德国SIEMENS昀S7 - 200主机CPU226,有开关量24输入/16输出点,数字量扩展模块EM223,提供开关量16输入/16输出点,总计正好构成了系统要求的40点输入/32点输出。
操作界面选用TD200中文文本显示器。
2) PLC输入、输出接线图
PLC输入、输出接线如图13 -9所示,输入按钮(AN)1~24分别对应PLC 10.0~11.7与14.0~14.7计24个开关量输入点;4个水位计的16个水位电极点分别对应I2.0一I3.7计16个开关量输入点;PLC输出点QO.O~QO.7,Ql.0~Ql.5分别对应于14台输出设备;输出点
Ql.6~Q3.7分别对应于8台被控设备与10种控制方式的状态指示灯,共计32个开关量输出点;另外6台被控设备的运行指示灯由相应的中间继电器触点驱动。
上一篇:中水回用PLC控制系统
上一篇:TD200中文显示器
 相关技术资料
相关技术资料- 8-12PLC系统配置

 公网安备44030402000607
公网安备44030402000607





