
以焊接理论为指导、分析再流焊的焊接机理
发布时间:2014/5/24 14:01:15 访问次数:691
图18-24是Sn-Ag-Cu无铅焊膏再流焊温度曲线及温区的划分示意图。从图中可看出,INA126UA/2K5从再流焊炉入口到出口,可以分为升温区、预热区、助焊剂浸润区、回流区(液相区)和冷却区,在 网流的顶部是峰值温度的区域。
下面以焊接理论为指导,从温度曲线分析再流焊的机理。
当PCB进入预热一升温区(或称干燥区)时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、元器件端头和引脚,焊膏软化、塌落、覆盖焊盘,将焊盘、元器件引脚与氧气隔离;PCB进入预热一保温区时使PCB和元器件得到充分的预热,缩小PCB表面的温度差AT,并预防PCB突然进入焊接高温区而造成PCB变形和损坏元器件;在助焊剂浸润区,焊膏中的助焊剂润湿焊盘、元件焊端,并清洗氧化层;当PCB迸入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡开始润湿PCB的焊盘、元件焊端,此时助焊剂还保持足够的活性并继续发挥活化作用,这一点非常重要。此时的活性不仅能够起到降低液态焊料的黏度和表面张力的作用,同时还能使金属表面获得足够的激活能,促进液态焊料在经过助焊剂净化的金属表面上进行浸润、发生扩散、溶解、冶金结合反应,在熔融焊料和金属表面之间生成结合层。此结合层由共晶体、 溶体、金属间化合物的混合物组成。随着液态焊料对PCB的焊盘、元器件端头和引脚润湿、扩散、溶解、漫流或回流混合,形成焊锡接点,PCB进入冷却区,使焊点凝固。此时完成再流焊。
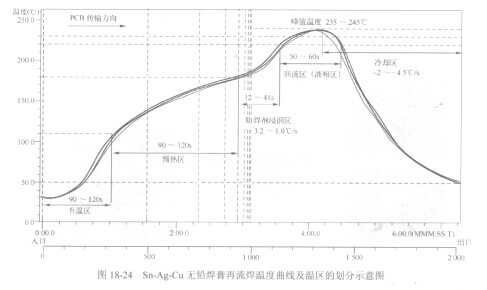
图18-24是Sn-Ag-Cu无铅焊膏再流焊温度曲线及温区的划分示意图。从图中可看出,INA126UA/2K5从再流焊炉入口到出口,可以分为升温区、预热区、助焊剂浸润区、回流区(液相区)和冷却区,在 网流的顶部是峰值温度的区域。
下面以焊接理论为指导,从温度曲线分析再流焊的机理。
当PCB进入预热一升温区(或称干燥区)时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、元器件端头和引脚,焊膏软化、塌落、覆盖焊盘,将焊盘、元器件引脚与氧气隔离;PCB进入预热一保温区时使PCB和元器件得到充分的预热,缩小PCB表面的温度差AT,并预防PCB突然进入焊接高温区而造成PCB变形和损坏元器件;在助焊剂浸润区,焊膏中的助焊剂润湿焊盘、元件焊端,并清洗氧化层;当PCB迸入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡开始润湿PCB的焊盘、元件焊端,此时助焊剂还保持足够的活性并继续发挥活化作用,这一点非常重要。此时的活性不仅能够起到降低液态焊料的黏度和表面张力的作用,同时还能使金属表面获得足够的激活能,促进液态焊料在经过助焊剂净化的金属表面上进行浸润、发生扩散、溶解、冶金结合反应,在熔融焊料和金属表面之间生成结合层。此结合层由共晶体、 溶体、金属间化合物的混合物组成。随着液态焊料对PCB的焊盘、元器件端头和引脚润湿、扩散、溶解、漫流或回流混合,形成焊锡接点,PCB进入冷却区,使焊点凝固。此时完成再流焊。
 相关技术资料
相关技术资料- 5-24以焊接理论为指导、分析再流焊的焊接机理
- 10-29电容器在其极板上存储电荷

 公网安备44030402000607
公网安备44030402000607





