
首件焊接并检验(待所有焊接参数达到设定值后进行)
发布时间:2014/5/16 21:28:15 访问次数:560
①用自动上板机,或人工把PCB轻轻放在传送带(或夹具)上,机器自动完成喷涂助焊剂、干燥、预热、波峰焊、冷却等操作。
②在波峰焊出口处接住PCB。
③按照行业标准《焊点质量讦定》SJ/T10666-1995或IPC-A-610E进行首件焊接质量检验。
根据首件焊接结果调整焊接参数, ON493085-1直到质量符合要求后才能进行连续批量生产。
连续焊接生产
①方法同首件焊接。
②下板机自动卸板,或人工在波峰焊出口处接住PCB,检查后将PCB装入防静电周转箱送修板后附工序(或直接送连线式清洗机进行清洗)。
③连续焊接过程中根据产品的具体情况,定时或按抽样规则进行抽检,或每块印制板都进行检查,有严重焊接缺陷的印制板,应检查原因,对工艺参数作相应调整后才能继续焊接。
(1)双面板金属化孔通孔元件优良焊点的条件
①外观条件(见图13-7)。
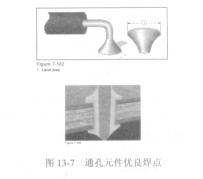
●焊盘和引脚周围全部被焊料润湿。
●焊料量适中,避免过多或过少。
●焊点表面应完整、连续平滑。
●无针孔和空洞。
●焊料在插装孔中100%填充。
●元件引脚的轮廓清晰可辨别。
②内部条件。
●必须形成适当的IMC金属间化合物(结合层)。
●没有开裂和裂纹。
(2)检验方法
目视或用2~5倍放大镜、3.5~20倍显微镜观察(根据组装密度选择)或AOI检测。
①用自动上板机,或人工把PCB轻轻放在传送带(或夹具)上,机器自动完成喷涂助焊剂、干燥、预热、波峰焊、冷却等操作。
②在波峰焊出口处接住PCB。
③按照行业标准《焊点质量讦定》SJ/T10666-1995或IPC-A-610E进行首件焊接质量检验。
根据首件焊接结果调整焊接参数, ON493085-1直到质量符合要求后才能进行连续批量生产。
连续焊接生产
①方法同首件焊接。
②下板机自动卸板,或人工在波峰焊出口处接住PCB,检查后将PCB装入防静电周转箱送修板后附工序(或直接送连线式清洗机进行清洗)。
③连续焊接过程中根据产品的具体情况,定时或按抽样规则进行抽检,或每块印制板都进行检查,有严重焊接缺陷的印制板,应检查原因,对工艺参数作相应调整后才能继续焊接。
(1)双面板金属化孔通孔元件优良焊点的条件
①外观条件(见图13-7)。
●焊盘和引脚周围全部被焊料润湿。
●焊料量适中,避免过多或过少。
●焊点表面应完整、连续平滑。
●无针孔和空洞。
●焊料在插装孔中100%填充。
●元件引脚的轮廓清晰可辨别。
②内部条件。
●必须形成适当的IMC金属间化合物(结合层)。
●没有开裂和裂纹。
(2)检验方法
目视或用2~5倍放大镜、3.5~20倍显微镜观察(根据组装密度选择)或AOI检测。
上一篇:波峰焊的工艺流程和操作步骡
 相关技术资料
相关技术资料- 5-16首件焊接并检验(待所有焊接参数达到设定值后进行)
热门点击
- PCB的元器件贴装位置有偏移,可用以下两种方
- RP1在电路中起分压作用
- 三极管的极限参数有集电极最大允许电流
- Sn-Ag-Cu三元合金
- 人体模型
- 焊点形成过程
- 电感性负载
- 电气规则检查
- PCB定位孔和夹持边的设置
- 由555时基电路组成的开关电源
推荐技术资料

- DS2202型示波器试用
- 说起数字示波器,普源算是国内的老牌子了,FQP8N60... [详细]
 公网安备44030402000607
公网安备44030402000607





