
影响印刷质量的主要因素
发布时间:2014/5/10 20:29:04 访问次数:1255
影响印刷质量的因素很多,MHQ0402P2N4ST000如焊膏质量、模板质量、印刷工艺参数、环境温度、湿度、设备的精度等。下面具体分析影响印刷质量的主要因素。
1.焊膏质量
(1)焊膏黏度和黏着力
焊膏黏度和黏着力(黏性)是影响印刷性能的重要参数。
黏度太大,对焊膏的滚动、填充、脱模都不利,印出的焊膏图形残缺不全。
黏度太小,容易产生塌边,影响印刷的分辨率,甚至造成相邻焊膏图形的粘连。
焊膏的黏着力不够,印刷时焊膏在模板上不会滚动,不能产生向下的压力,焊膏不能全部填满模板开孔,造成焊膏沉积量足。焊膏的黏着力太大,则会使焊膏挂在模板孔壁上而不能全部漏印在焊盘上。
适当的黏度和黏着力能够获得较好的印刷质量。当焊膏与PCB之间的黏着力(只)>焊膏与口壁之间的摩擦力(最)时,能够使焊膏顺利脱模。
(2)焊膏中合金粉末颗粒尺寸
一般合金粉未颗粒直径约为模板开口宽度的1/5。高密度、窄间距的产品,由于模板开口尺小,应采用小颗粒合金粉末,否则会影响印刷性和脱模性。
合金粉末颗粒直径的选择原则:
①方形开口时,合金颗粒最大直径≤模板最小开口宽度的1/5;
②圆形开口时,合金颗粒最大直径≤开口直径的1/8;
⑧模板开口厚度(垂直)方向,合金颗粒最大直径≤模板厚度的1/3。
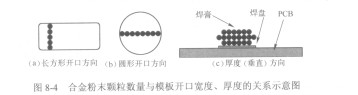
以上原则也就是通常说的三球、五球定律(见图8-4):
(a)长方形开口方向(b)圆形开口方向 (c)厚度(垂直)方向
图8-4合金粉末颗粒数量与模板开口宽度、厚度的关系示意图
模板最小开口宽度方向最大颗粒数应大于等于5个;
模板开口厚度(垂直)方向最大颗粒数应大于等于3个。
(3)焊膏中合金粉末颗粒形状
球形颗粒印刷性好,表面积小,含氧量低,有利于提高焊接质量。但印刷后焊膏图形容易塌落,可通过在焊剂中添加触变剂解决,目前一般采用球形颗粒。详见第3章3.4.4节2.的内容。
(4)触变指数和塌落度。
触变指数高,塌落度小,印刷后焊膏图形好;反之,塌落度大,印刷后易造成焊膏图形粘连。
影响印刷质量的因素很多,MHQ0402P2N4ST000如焊膏质量、模板质量、印刷工艺参数、环境温度、湿度、设备的精度等。下面具体分析影响印刷质量的主要因素。
1.焊膏质量
(1)焊膏黏度和黏着力
焊膏黏度和黏着力(黏性)是影响印刷性能的重要参数。
黏度太大,对焊膏的滚动、填充、脱模都不利,印出的焊膏图形残缺不全。
黏度太小,容易产生塌边,影响印刷的分辨率,甚至造成相邻焊膏图形的粘连。
焊膏的黏着力不够,印刷时焊膏在模板上不会滚动,不能产生向下的压力,焊膏不能全部填满模板开孔,造成焊膏沉积量足。焊膏的黏着力太大,则会使焊膏挂在模板孔壁上而不能全部漏印在焊盘上。
适当的黏度和黏着力能够获得较好的印刷质量。当焊膏与PCB之间的黏着力(只)>焊膏与口壁之间的摩擦力(最)时,能够使焊膏顺利脱模。
(2)焊膏中合金粉末颗粒尺寸
一般合金粉未颗粒直径约为模板开口宽度的1/5。高密度、窄间距的产品,由于模板开口尺小,应采用小颗粒合金粉末,否则会影响印刷性和脱模性。
合金粉末颗粒直径的选择原则:
①方形开口时,合金颗粒最大直径≤模板最小开口宽度的1/5;
②圆形开口时,合金颗粒最大直径≤开口直径的1/8;
⑧模板开口厚度(垂直)方向,合金颗粒最大直径≤模板厚度的1/3。
以上原则也就是通常说的三球、五球定律(见图8-4):
(a)长方形开口方向(b)圆形开口方向 (c)厚度(垂直)方向
图8-4合金粉末颗粒数量与模板开口宽度、厚度的关系示意图
模板最小开口宽度方向最大颗粒数应大于等于5个;
模板开口厚度(垂直)方向最大颗粒数应大于等于3个。
(3)焊膏中合金粉末颗粒形状
球形颗粒印刷性好,表面积小,含氧量低,有利于提高焊接质量。但印刷后焊膏图形容易塌落,可通过在焊剂中添加触变剂解决,目前一般采用球形颗粒。详见第3章3.4.4节2.的内容。
(4)触变指数和塌落度。
触变指数高,塌落度小,印刷后焊膏图形好;反之,塌落度大,印刷后易造成焊膏图形粘连。
 相关技术资料
相关技术资料- 5-10影响印刷质量的主要因素
- 相关IC型号
- MHQ0402P2N4ST000
- 暂无最新型号
热门点击
- 使用TTL电路的注意事项
- 转移阻抗
- 助焊剂的组成
- ENIG (Ni/Au)
- 典型的磁化曲线,磁导率等于醢线的斜率
- 高频噪声
- 正交的布线信号层参考同一平面的6层PCB叠层
- PCB焊盘表面涂(镀)层
- 水溶性助焊剂
- 许多不同值的多个电容
推荐技术资料
- 绘制印制电路板的过程
- 绘制印制电路板是相当重要的过程,EPL2010新颖的理... [详细]
 公网安备44030402000607
公网安备44030402000607





