
加热源设计
发布时间:2014/5/2 19:20:33 访问次数:489
加热效率与加热源的热容量有关。加热体大而厚的高热容量加热源的温度稳定性好,383-2SURC/S530-A4能够同时控制温度和气流,炉内热分布比较均匀,但热反应慢,降温速度慢;加热体薄的低热容量加热源的成本低,热反应快,但温度稳定性较差,炉内热分布、温度和气流不容易控制。
温度控制精度
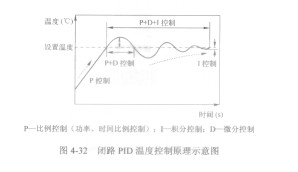
温度控制精度是由设备温控系统决定的。传统炉温控制采用晶闸管继电器,这种温控方法往往会使炉温波动达到士5℃以上。新的技术是采用全闭坏PID温度控制技术,其原理示意如图4-32所示。全闭环PID温度控制是靠控制加热功率和时间来控制温度的,当温度接近设置温度时通过PID开始降低加热功率;当温度即将超过设置温度时通过PID降低加热功率,PID控温精度可以达到士1℃以下。
冷却效率
冷却效率与设备的配置有关,通常有风冷、水冷两种方式。要根据温度曲线的冷却斜率来选择冷却设备,一般情况选择风冷即可,无铅氮气保护焊接设备可以选择水冷。
PCB传送方式
PCB传送方式有两种:链传动,链传动+网传动。
氮气保护系统
氮气保护系统用于充氮气焊接,它可以减少高温氧化,提高焊点浸润性,减少锡渣。氮气焊接主要用于高可靠产品、无铅产品。
助焊剂废气回收系统
配置助焊剂废气回收系统的目的如下:一是环保要求,不让助焊剂挥发物直接排到大气中;二是废气在炉中的凝固沉淀会影响热风流动,降低对流效率,由于无铅焊膏中助焊剂量比较多,因此更加有必要回收;三是氮气炉必须配置助焊剂回收系统,可循环使用氮气。
加热效率与加热源的热容量有关。加热体大而厚的高热容量加热源的温度稳定性好,383-2SURC/S530-A4能够同时控制温度和气流,炉内热分布比较均匀,但热反应慢,降温速度慢;加热体薄的低热容量加热源的成本低,热反应快,但温度稳定性较差,炉内热分布、温度和气流不容易控制。
温度控制精度
温度控制精度是由设备温控系统决定的。传统炉温控制采用晶闸管继电器,这种温控方法往往会使炉温波动达到士5℃以上。新的技术是采用全闭坏PID温度控制技术,其原理示意如图4-32所示。全闭环PID温度控制是靠控制加热功率和时间来控制温度的,当温度接近设置温度时通过PID开始降低加热功率;当温度即将超过设置温度时通过PID降低加热功率,PID控温精度可以达到士1℃以下。
冷却效率
冷却效率与设备的配置有关,通常有风冷、水冷两种方式。要根据温度曲线的冷却斜率来选择冷却设备,一般情况选择风冷即可,无铅氮气保护焊接设备可以选择水冷。
PCB传送方式
PCB传送方式有两种:链传动,链传动+网传动。
氮气保护系统
氮气保护系统用于充氮气焊接,它可以减少高温氧化,提高焊点浸润性,减少锡渣。氮气焊接主要用于高可靠产品、无铅产品。
助焊剂废气回收系统
配置助焊剂废气回收系统的目的如下:一是环保要求,不让助焊剂挥发物直接排到大气中;二是废气在炉中的凝固沉淀会影响热风流动,降低对流效率,由于无铅焊膏中助焊剂量比较多,因此更加有必要回收;三是氮气炉必须配置助焊剂回收系统,可循环使用氮气。
上一篇:全热风再流焊炉的基本结构与性能
上一篇:再流焊炉的主要技术指标
 相关技术资料
相关技术资料- 5-2加热源设计
- 相关IC型号
- 383-2SURC/S530-A4
- 暂无最新型号
热门点击

 公网安备44030402000607
公网安备44030402000607





