
5站式MPS系统
发布时间:2013/8/30 20:54:17 访问次数:1019
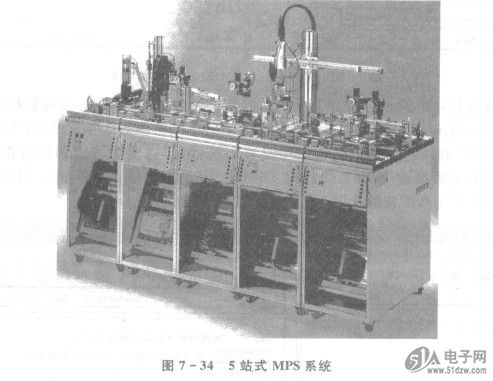
MPS(模块化生产加工系统)是一种自动化生产线教学仿真系统,74ACT374B是国际机电一体化技能大赛的考核设备,同时也是高职高专全国职业技能大赛自动生产线项目的考核设备。一套MPS系统一般由多个可单独编程训练的工作单元组成,各单元之间的握手信号可以通过I/O方式实现,也可以通过总线方式实现。本项目以德国FESTO公司生产的5站式MPS系统(如图7 - 34所示)为例,介绍如何进行备工作单元的控制设计并通过PROFIBUS DP网络实现各工作单元的通信。
MPS各工作单元相互独立,其控制系统均采用CPU 313C - 2DP进行控制。为了实现供料一检测一加工一搬运一分拣等完整工作流程,需要将各种工作单元组合在一起,并通过握手信号相互交换工作状态等信息。握手信号可以采用I/O方式,也可以采用总线方式来实现。本例要求用PROFIBUS总线方式实现相邻单元的数据交换。
由于5个工作单元均采用CPU 313C - 2DP进行控制,因此可以采用基于PROFIBUS DP的智能从站主一从通信方式。将供料工作单元设为主站,其他4个工作单元设为智能从站,主站可直接与各个从站交换数据,智能从站之间则通过主站交换数据。站点地址及数据区分配如表7-3所列。
表7-3 MPS系统的PROFIBUS主从网络站点地址及数据区分配
MPS(模块化生产加工系统)是一种自动化生产线教学仿真系统,74ACT374B是国际机电一体化技能大赛的考核设备,同时也是高职高专全国职业技能大赛自动生产线项目的考核设备。一套MPS系统一般由多个可单独编程训练的工作单元组成,各单元之间的握手信号可以通过I/O方式实现,也可以通过总线方式实现。本项目以德国FESTO公司生产的5站式MPS系统(如图7 - 34所示)为例,介绍如何进行备工作单元的控制设计并通过PROFIBUS DP网络实现各工作单元的通信。
MPS各工作单元相互独立,其控制系统均采用CPU 313C - 2DP进行控制。为了实现供料一检测一加工一搬运一分拣等完整工作流程,需要将各种工作单元组合在一起,并通过握手信号相互交换工作状态等信息。握手信号可以采用I/O方式,也可以采用总线方式来实现。本例要求用PROFIBUS总线方式实现相邻单元的数据交换。
由于5个工作单元均采用CPU 313C - 2DP进行控制,因此可以采用基于PROFIBUS DP的智能从站主一从通信方式。将供料工作单元设为主站,其他4个工作单元设为智能从站,主站可直接与各个从站交换数据,智能从站之间则通过主站交换数据。站点地址及数据区分配如表7-3所列。
表7-3 MPS系统的PROFIBUS主从网络站点地址及数据区分配
 相关技术资料
相关技术资料- 8-305站式MPS系统

 公网安备44030402000607
公网安备44030402000607





