
洗车控制系统设计
发布时间:2013/8/29 20:24:29 访问次数:1456
顺序控制是区别于组合逻辑控制的另外一种控制方式,MT7201C+比较适合流水作业式的工业控制系统。下面通过对洗车控制系统、饮料罐装生产线控制系统和钻铣加工生产线控制系统的设计与调试,说明如何用梯形图语言及S7 GRAPH语言设计顺序控制系统。
图6-23所示为洗车控制系统布置图,系统设置“自动”和“手动”两种控制方式,能够实现对汽车自动或手动清洗。
图6 - 2,3洗车控制系统
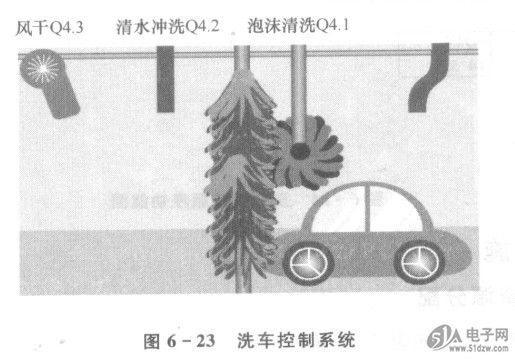
洗车过程包含3道工艺:泡沫清洗、清水冲洗和风干。若选择开关置于“手动”方式,按启动按钮,则执行泡沫清洗;按冲洗按钮,则执行清水冲洗;按风干按钮,则执行风干;按结束按钮,则结束洗车作业。若选择方式开关置于“自动”方式,按启动按钮,则自动执行洗车流程(泡沫清洗20。一清水冲洗30 s~风干15 s÷结束一回到待洗状态)。洗车过程结束需响铃提示,任何时候按下停止按钮S_Stop,则立即停止洗车作业。
任务分析
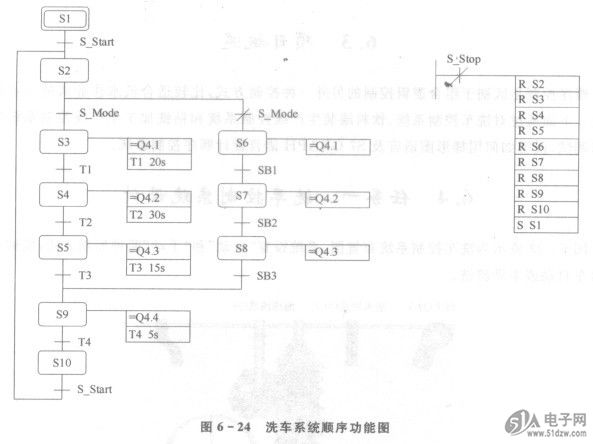
分析系统的工作过程,由于“手动”和“自动”工作方式只能选挥其一,因此使用选择分支来实现,如图6 - 24所示。初始状态为Sl,待洗状态用S2表示;洗车作业流程包括泡沫清洗、清水冲洗、风干三个工序,因此在“自动”和“手动”方式下可分别用3个状态来表示。自动方式使用S3~S5,手动方式使用S6~S8。洗车作业完成状态使用S9和Sl0。
为了保证按停止按钮时系统中的所有设备都能够立即停机,需在顺序功能图之外设计停机控制程序。
顺序控制是区别于组合逻辑控制的另外一种控制方式,MT7201C+比较适合流水作业式的工业控制系统。下面通过对洗车控制系统、饮料罐装生产线控制系统和钻铣加工生产线控制系统的设计与调试,说明如何用梯形图语言及S7 GRAPH语言设计顺序控制系统。
图6-23所示为洗车控制系统布置图,系统设置“自动”和“手动”两种控制方式,能够实现对汽车自动或手动清洗。
图6 - 2,3洗车控制系统
洗车过程包含3道工艺:泡沫清洗、清水冲洗和风干。若选择开关置于“手动”方式,按启动按钮,则执行泡沫清洗;按冲洗按钮,则执行清水冲洗;按风干按钮,则执行风干;按结束按钮,则结束洗车作业。若选择方式开关置于“自动”方式,按启动按钮,则自动执行洗车流程(泡沫清洗20。一清水冲洗30 s~风干15 s÷结束一回到待洗状态)。洗车过程结束需响铃提示,任何时候按下停止按钮S_Stop,则立即停止洗车作业。
任务分析
分析系统的工作过程,由于“手动”和“自动”工作方式只能选挥其一,因此使用选择分支来实现,如图6 - 24所示。初始状态为Sl,待洗状态用S2表示;洗车作业流程包括泡沫清洗、清水冲洗、风干三个工序,因此在“自动”和“手动”方式下可分别用3个状态来表示。自动方式使用S3~S5,手动方式使用S6~S8。洗车作业完成状态使用S9和Sl0。
为了保证按停止按钮时系统中的所有设备都能够立即停机,需在顺序功能图之外设计停机控制程序。
上一篇:S7 GRAPH功能块的参数集
上一篇:PLC系统资源分配
 相关技术资料
相关技术资料- 8-29洗车控制系统设计
- 相关IC型号
- MT7201C+
- 暂无最新型号
 公网安备44030402000607
公网安备44030402000607





