
热能量传导
发布时间:2012/10/11 19:57:08 访问次数:1117
从热能的角度来看,影响手BK1608LM252-T工电烙铁焊接成功的最首要因素取决于对焊点需要的热量的有效传递和控制,上述步骤②、③(见图14.36和图14.37)是焊点形成的过程,也是手工焊接的最为关键的一步,从热能传导的规律来看,焊接过程是热能量从热源向被焊物的热能量转移过程,在这个过程中,加热的烙铁头接触焊盘和焊锡,烙铁头上存储的热能量传递给焊盘,被焊物的引脚和焊锡升温,当锡丝熔化时助焊剂开始活化,此时进入了“助焊剂活化区”(见图14.43中的斜线区),化剂去除被焊物上的氧化层,确保能够形成很好的焊接润湿,在这个过程中,既要保证活化剂有效地去除元器件引脚及焊盘上的氧化层,又要保证活化剂不应快速分解完。这个过程中对于电烙铁来说,在焊剂活化区电烙铁不应提供过高的温度,否则会导致热能量过大,助焊剂会瞬间分解,随着热能量继续传递给被焊物,直到温度达到焊接温度时,即进入“回流焊接区”(见图14.43中的方格区)。焊锡在被焊物表面流动,填充间隙形成焊点,在这个过程中,要保证形成焊锡回流焊接,并保持一定时间形成金焊点,电烙铁加热体要能够补充热量,有利于焊料在被焊物表面流动,填充间隙形成优良的焊点,同时不产生温度过冲,因为过高的温度会使焊点的合金层恶化以及焊盘的损坏。焊接过程中理想的“热能量”的变化如图14.44所示。
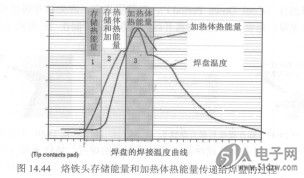
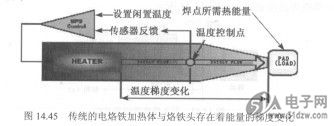
图中,区域1代表烙铁头焊接前所储存的热能,区域2为加热体加热后的热能,区域3为加热体加热后同烙铁头焊接前所储存的热能合并后的总热能。当电烙铁接触初期,烙铁头温度是下降的,这一方面是焊盘焊料吸收了大量热星,另一方面此时的热是烙铁头原来所储存的热,这时尚未启动加热系统,当温度降到一定值,电热芯开始加热补充热能,合并后的热能满足了焊料回流的需要。不同品牌电烙铁质量的区别就在于第二次补热是否及时,传统的电烙铁采用设定温度控制技术,加热体根据传感器检测温度与设定温度之差来决定是否工作,如图14.45所示。
从热能的角度来看,影响手BK1608LM252-T工电烙铁焊接成功的最首要因素取决于对焊点需要的热量的有效传递和控制,上述步骤②、③(见图14.36和图14.37)是焊点形成的过程,也是手工焊接的最为关键的一步,从热能传导的规律来看,焊接过程是热能量从热源向被焊物的热能量转移过程,在这个过程中,加热的烙铁头接触焊盘和焊锡,烙铁头上存储的热能量传递给焊盘,被焊物的引脚和焊锡升温,当锡丝熔化时助焊剂开始活化,此时进入了“助焊剂活化区”(见图14.43中的斜线区),化剂去除被焊物上的氧化层,确保能够形成很好的焊接润湿,在这个过程中,既要保证活化剂有效地去除元器件引脚及焊盘上的氧化层,又要保证活化剂不应快速分解完。这个过程中对于电烙铁来说,在焊剂活化区电烙铁不应提供过高的温度,否则会导致热能量过大,助焊剂会瞬间分解,随着热能量继续传递给被焊物,直到温度达到焊接温度时,即进入“回流焊接区”(见图14.43中的方格区)。焊锡在被焊物表面流动,填充间隙形成焊点,在这个过程中,要保证形成焊锡回流焊接,并保持一定时间形成金焊点,电烙铁加热体要能够补充热量,有利于焊料在被焊物表面流动,填充间隙形成优良的焊点,同时不产生温度过冲,因为过高的温度会使焊点的合金层恶化以及焊盘的损坏。焊接过程中理想的“热能量”的变化如图14.44所示。
图中,区域1代表烙铁头焊接前所储存的热能,区域2为加热体加热后的热能,区域3为加热体加热后同烙铁头焊接前所储存的热能合并后的总热能。当电烙铁接触初期,烙铁头温度是下降的,这一方面是焊盘焊料吸收了大量热星,另一方面此时的热是烙铁头原来所储存的热,这时尚未启动加热系统,当温度降到一定值,电热芯开始加热补充热能,合并后的热能满足了焊料回流的需要。不同品牌电烙铁质量的区别就在于第二次补热是否及时,传统的电烙铁采用设定温度控制技术,加热体根据传感器检测温度与设定温度之差来决定是否工作,如图14.45所示。
上一篇:手工焊接温度曲线
上一篇:目测法评估电烙铁温度
 相关技术资料
相关技术资料- 10-11热能量传导
热门点击
- Sn-Zn系合金
- 救护车双音报警器仿真电路
- CCD的分辨率
- SET、RST、PLS、PLF指令
- Sn和Pb是同主族元素
- 理想无铅手工焊接温度曲线
- 兆欧表的使用方法
- 双音报警电路的设计与测试
- 救护车双音报警器仿真电路
- 常用电学量的测量技术
推荐技术资料

- 自制智能型ICL7135
- 表头使ff11CL7135作为ADC,ICL7135是... [详细]
 公网安备44030402000607
公网安备44030402000607





