
激光再流焊
发布时间:2012/10/10 20:29:49 访问次数:1318
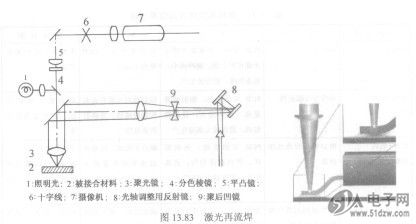
激光再流焊利用激光束来直接照BK1005HS680-T射焊接部位,焊点吸收光能转变成热能,使焊接部位加热,导致焊料熔化,光照停止后,焊接部位迅速冷却焊料凝固,其原理如图13.83所示。激光束发出后,经过光轴调整反射镜、扩束器、聚透镜聚焦后照在焊盘上实现焊接。另外,由摄像机、中继透镜组成监控系统,实现对中精度。
通常,一个Immx2mmx0.5mm的元器件引脚从低温加热到220℃仅需1J的能量,对激光发生器来说,产生这样大的能量是毫不费力的。通常15~20W工业的C02激光器就可以用以焊接电子原器件。这样低的能耗是其他焊接方法无法实现的。
早期激光焊接采用点焊的方法,可靠性高,此外对周围元器件包括元器件的本体和PCB不会带来过热问题,这一点也是其他焊接工艺难以做到的,在美国首先用于军事和航天中。这些电路组件采用金属芯和热管式PCB,贴装有QFP和PLCC以及精密晶体,它们对焊接温度很敏感,采用激光逐点焊接则提高了SMA的长期可靠性。
传统的激光发生器有两种,一种是固体YAG(乙铝石榴石)激光器,它的波长是1.065ym,另一种是C02气体激光器,它的波长是10.6Um,属远红外领域,均能适用于激光再流焊。它们在数控定位器的配合下,将激光速聚集到适合的光斑形状和大小,实现激光再流焊。在20世纪80年代初,激光焊再流焊的速度就可以达到125焊点/分钟。90年伐利用光导纤维分散激光束,研制出分散束激光焊接系统,实现了激光多点同时焊接。这对焊接QFP、PLCC器件是非常有意义的,它可以同时保证焊料熔化的瞬间,器件引脚同时下沉到焊盘上,消除了逐点焊接过程中的机械应力。
激光再流焊设备
激光再流焊的设备是相当复杂的,直到20世纪80年代初,美国Vanzelli系统公司才推出实用的ILS7000激光接机。我国武汉激光研究所能生产可用于焊接的激光发生器,但实现高精度的自动焊接机却感到难度很大。激光再流焊接系统,应包括激光发生器、光路系统,以及支撑SMA精密工作台和微机控制系统,从某种意义上来说,类似现代激光制作模板的设备。
激光再流焊利用激光束来直接照BK1005HS680-T射焊接部位,焊点吸收光能转变成热能,使焊接部位加热,导致焊料熔化,光照停止后,焊接部位迅速冷却焊料凝固,其原理如图13.83所示。激光束发出后,经过光轴调整反射镜、扩束器、聚透镜聚焦后照在焊盘上实现焊接。另外,由摄像机、中继透镜组成监控系统,实现对中精度。
通常,一个Immx2mmx0.5mm的元器件引脚从低温加热到220℃仅需1J的能量,对激光发生器来说,产生这样大的能量是毫不费力的。通常15~20W工业的C02激光器就可以用以焊接电子原器件。这样低的能耗是其他焊接方法无法实现的。
早期激光焊接采用点焊的方法,可靠性高,此外对周围元器件包括元器件的本体和PCB不会带来过热问题,这一点也是其他焊接工艺难以做到的,在美国首先用于军事和航天中。这些电路组件采用金属芯和热管式PCB,贴装有QFP和PLCC以及精密晶体,它们对焊接温度很敏感,采用激光逐点焊接则提高了SMA的长期可靠性。
传统的激光发生器有两种,一种是固体YAG(乙铝石榴石)激光器,它的波长是1.065ym,另一种是C02气体激光器,它的波长是10.6Um,属远红外领域,均能适用于激光再流焊。它们在数控定位器的配合下,将激光速聚集到适合的光斑形状和大小,实现激光再流焊。在20世纪80年代初,激光焊再流焊的速度就可以达到125焊点/分钟。90年伐利用光导纤维分散激光束,研制出分散束激光焊接系统,实现了激光多点同时焊接。这对焊接QFP、PLCC器件是非常有意义的,它可以同时保证焊料熔化的瞬间,器件引脚同时下沉到焊盘上,消除了逐点焊接过程中的机械应力。
激光再流焊设备
激光再流焊的设备是相当复杂的,直到20世纪80年代初,美国Vanzelli系统公司才推出实用的ILS7000激光接机。我国武汉激光研究所能生产可用于焊接的激光发生器,但实现高精度的自动焊接机却感到难度很大。激光再流焊接系统,应包括激光发生器、光路系统,以及支撑SMA精密工作台和微机控制系统,从某种意义上来说,类似现代激光制作模板的设备。
 相关技术资料
相关技术资料- 3-22采用恒流二极管作为LED的恒流驱动
- 10-10激光再流焊
- 2-4放大器干扰、噪声抑制和自激振荡的消除
热门点击
- Sn-Zn系合金
- 救护车双音报警器仿真电路
- CCD的分辨率
- SET、RST、PLS、PLF指令
- Sn和Pb是同主族元素
- 理想无铅手工焊接温度曲线
- 兆欧表的使用方法
- 双音报警电路的设计与测试
- 救护车双音报警器仿真电路
- 常用电学量的测量技术
推荐技术资料

- 自制智能型ICL7135
- 表头使ff11CL7135作为ADC,ICL7135是... [详细]
 公网安备44030402000607
公网安备44030402000607





