
两种锡铜IMC的比较
发布时间:2012/10/5 20:50:43 访问次数:7582
因此,Cu6Sn5、CU3Sn两者均是锡铜界面合金层,但性能却有AD660ARZ
本质上的区别,两者性能对比如表5.1所示。
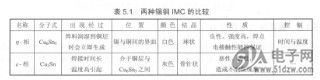
从表5.1可以看出,Cu6Sn5是良性合金层,它位于锡与铜的界面之间,呈球状结晶,强度高,是焊点电接触性能和强度的根本保证。而CU3Sn合金是劣性合金层,它位于铜层与Cu 6Sn5之间,呈骨针状结晶,脆性,直接影响到焊点的电接触和强度性能,并会造成不润湿现象,这是焊接过程中要避免发生的现象。在实际波峰焊中,当锡锅中铜含量超过0.5%时,它会导致锡一铅合金的液体出现粘滞性( Sluggighness)和砂性(Grittiness),焊点容易出现桥接、虚焊、拉尖等不良现象。为了增加液体的流动性和提高波峰焊的焊接效果,必须升高焊料的工作温度,但这又会导致Cu含量的增高和锡铅料氧化加剧的恶性循环,以致焊料报废。
不难看出,一方面我们应利用SnCu合金的生成以提高焊接质量,但又应避免Sn3Cu合金的过量存在,怎么控制SnCu合金的过量存在和有效地去除它们呢?通常可以采取下列办法来解决:
.严格控制焊接工艺参数(时间与温度),特别是波峰焊接的温度。
.在焊料中加入能与铜分子形成化合物而与被焊金属不能形成化合物的元素,如某些稀有元素,能使界面合金生成速度明显减慢,焊料中增加Ag、Sb,也可抑制Cu的熔解速度。
・在波峰焊接中应定期检验焊料中的铜含量,当超过0.5%时,根据CU3Sn合金熔点高(Cu6Sn5熔点是227℃)首先析出的原理,可以采用冷却法去除CU3Sn合金,以延长焊料的使用寿命。
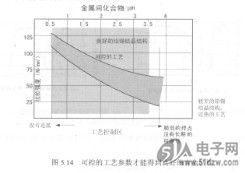
总之,要想得到良好的合金层,不仅需要清洁的金属表面,而且焊接温度和时间的控制也非常关键,它们又称为工艺参数。从图5.14可以看出,可靠的工艺参数才能保证得到良好的合金结构,此时才能达到优良的焊接效果。
因此,Cu6Sn5、CU3Sn两者均是锡铜界面合金层,但性能却有AD660ARZ
本质上的区别,两者性能对比如表5.1所示。
从表5.1可以看出,Cu6Sn5是良性合金层,它位于锡与铜的界面之间,呈球状结晶,强度高,是焊点电接触性能和强度的根本保证。而CU3Sn合金是劣性合金层,它位于铜层与Cu 6Sn5之间,呈骨针状结晶,脆性,直接影响到焊点的电接触和强度性能,并会造成不润湿现象,这是焊接过程中要避免发生的现象。在实际波峰焊中,当锡锅中铜含量超过0.5%时,它会导致锡一铅合金的液体出现粘滞性( Sluggighness)和砂性(Grittiness),焊点容易出现桥接、虚焊、拉尖等不良现象。为了增加液体的流动性和提高波峰焊的焊接效果,必须升高焊料的工作温度,但这又会导致Cu含量的增高和锡铅料氧化加剧的恶性循环,以致焊料报废。
不难看出,一方面我们应利用SnCu合金的生成以提高焊接质量,但又应避免Sn3Cu合金的过量存在,怎么控制SnCu合金的过量存在和有效地去除它们呢?通常可以采取下列办法来解决:
.严格控制焊接工艺参数(时间与温度),特别是波峰焊接的温度。
.在焊料中加入能与铜分子形成化合物而与被焊金属不能形成化合物的元素,如某些稀有元素,能使界面合金生成速度明显减慢,焊料中增加Ag、Sb,也可抑制Cu的熔解速度。
・在波峰焊接中应定期检验焊料中的铜含量,当超过0.5%时,根据CU3Sn合金熔点高(Cu6Sn5熔点是227℃)首先析出的原理,可以采用冷却法去除CU3Sn合金,以延长焊料的使用寿命。
总之,要想得到良好的合金层,不仅需要清洁的金属表面,而且焊接温度和时间的控制也非常关键,它们又称为工艺参数。从图5.14可以看出,可靠的工艺参数才能保证得到良好的合金结构,此时才能达到优良的焊接效果。
 相关技术资料
相关技术资料- 8-16集成双模数转换器 (ADC) 特性和优势
- 8-16隔离式 DC/DC 变换器和模块
- 8-16集成电源产品MPS 最新数字隔离器
- 8-16I2C 接口和 PmBUS 及 OTP/MTP 存储器
- 8-16ADC 技术参数与应用需求之间关系探究
- 8-16电力电子系统高频电磁辐射的分析与应用
- 8-15双12位同时采样模数转换器(ADCs)
- 8-15全功能8/14/20引脚微控制器PIC16F1314
- 8-15512 KB闪存和64 KB静态随机存取存储器探究
- 8-1564引脚封装SAM C21系列引脚兼容
- 8-15新可配置逻辑块(CLB)PIC16F13145系列MCU
- 8-1532位汽车微控制器SPC5系列设计应用

 公网安备44030402000607
公网安备44030402000607





