
第二代:红外再流焊炉
发布时间:2012/9/27 20:38:01 访问次数:938
红外再流焊的原理是热能SKM200GB128D通常有80%的能量以电磁波的形式――红外线向外发射焊点受红外幅射后温度升高,从而完成焊接过程。红外线的波长通常在可见光波长的上限(0.7~0.8ym)到毫米波之间,其进一步划分可将0.72~1.5ym称为近红外,1.5~5.6Um称为中红外,5.6~lOOUm称为远红外,如表13.1所示。
通常,波长在1.5~lOpLm的红外辐射能力最强,占红外总能量的80%~90%,红外辐射能的传递一般是非接触式进行。被辐射到的物体能快速升温,其升温的机理是:当红外波长的振动频率与被它辐射物体分子间的振动频率一致时,被它辐射到的物体的分子就会产生共振,从而引发激烈的分子振动,分子的激烈振动即意味着物体的升温。
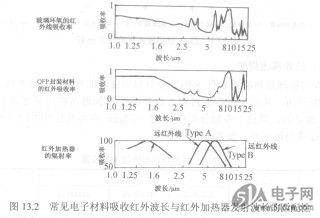
红外再流焊炉通常设有4个温区,每个温区均有上下加热器,每块加热器都是优良的红外辐射俸,能发射出波长在1~8Um的红外线,而被焊接的对象,如PCB基材、锡膏中的有机助焊剂、元器件的塑料本体,均具有吸收波长为1~8ym红外线的能力,如图13.2所示。因此这些物质受到加热器热辐射后,其分子产生激烈振动,迅速升温到锡膏的熔化温度之上,焊膏的活化剂清除掉焊区的氧化物,促使焊料迅速润湿焊区,从而完成焊接过程。
从有关热辐射能量的计算公式可以看出,辐射导热效果对于热源的温度特别敏感,它与热源温度的四次方成正比,即热源温度稍有提高就有明显的导热效果。因此通常红外再流焊炉第四区温度设置较高,它可以导致焊区温度快速上升,提高焊料的润湿能力。
红外再流焊炉具有下列优点:
● 红外线能使焊膏中的助焊剂以及有机酸、卤化物迅速活化,焊剂的性能和作用得到充分的发挥,从而导致焊膏润湿能力提高。
● 红外加热的辐射波长与PCB元器件的吸收波波长相近似,因基板升温快,温差小。
● 温度曲线控制方便,弹性好。
● 红外加热器效率高,成本低。
但是也要看到,红外线波长是可见光波长的上限,因此红外线也具有光波的性质,当它辐射到物体上时,除了一部分能量被吸收外,还有一部分能量被反射出去,其反射的量取决于物体的颜色、光洁度和几何形状。此外,红外线同光一样也无法穿透物体,因此红外再流焊炉中也存在如下缺点:红外线没有穿透物体的能力,像物体在阳光下产生阴影一样,使得阴影内的温度低于它处,当焊接PLCC、BGA器件时,由于器件本体的覆盖原因,引脚处的升温速度要明显低于其他部位的焊点,而产生“阴影效应”,使这类器件的焊接变得困难;由于元器件表面颜色、体积、外表光亮度不一样,对于元器件品种多样化的SMA来说,有时会出现温度不均匀问题。
为了克服这些弱点,人们又在再流焊炉中增加热风循环功能,研制出红外一热风再流焊炉,进一步提高了炉温的均匀性。在20世纪90年代后出现的再流焊炉均具有热风循环的功能,从而红外再流焊的焊接能力大大增强,并在各种再流焊接方法中占据了不可动摇的主导地位。
红外再流焊的原理是热能SKM200GB128D通常有80%的能量以电磁波的形式――红外线向外发射焊点受红外幅射后温度升高,从而完成焊接过程。红外线的波长通常在可见光波长的上限(0.7~0.8ym)到毫米波之间,其进一步划分可将0.72~1.5ym称为近红外,1.5~5.6Um称为中红外,5.6~lOOUm称为远红外,如表13.1所示。
通常,波长在1.5~lOpLm的红外辐射能力最强,占红外总能量的80%~90%,红外辐射能的传递一般是非接触式进行。被辐射到的物体能快速升温,其升温的机理是:当红外波长的振动频率与被它辐射物体分子间的振动频率一致时,被它辐射到的物体的分子就会产生共振,从而引发激烈的分子振动,分子的激烈振动即意味着物体的升温。
红外再流焊炉通常设有4个温区,每个温区均有上下加热器,每块加热器都是优良的红外辐射俸,能发射出波长在1~8Um的红外线,而被焊接的对象,如PCB基材、锡膏中的有机助焊剂、元器件的塑料本体,均具有吸收波长为1~8ym红外线的能力,如图13.2所示。因此这些物质受到加热器热辐射后,其分子产生激烈振动,迅速升温到锡膏的熔化温度之上,焊膏的活化剂清除掉焊区的氧化物,促使焊料迅速润湿焊区,从而完成焊接过程。
从有关热辐射能量的计算公式可以看出,辐射导热效果对于热源的温度特别敏感,它与热源温度的四次方成正比,即热源温度稍有提高就有明显的导热效果。因此通常红外再流焊炉第四区温度设置较高,它可以导致焊区温度快速上升,提高焊料的润湿能力。
红外再流焊炉具有下列优点:
● 红外线能使焊膏中的助焊剂以及有机酸、卤化物迅速活化,焊剂的性能和作用得到充分的发挥,从而导致焊膏润湿能力提高。
● 红外加热的辐射波长与PCB元器件的吸收波波长相近似,因基板升温快,温差小。
● 温度曲线控制方便,弹性好。
● 红外加热器效率高,成本低。
但是也要看到,红外线波长是可见光波长的上限,因此红外线也具有光波的性质,当它辐射到物体上时,除了一部分能量被吸收外,还有一部分能量被反射出去,其反射的量取决于物体的颜色、光洁度和几何形状。此外,红外线同光一样也无法穿透物体,因此红外再流焊炉中也存在如下缺点:红外线没有穿透物体的能力,像物体在阳光下产生阴影一样,使得阴影内的温度低于它处,当焊接PLCC、BGA器件时,由于器件本体的覆盖原因,引脚处的升温速度要明显低于其他部位的焊点,而产生“阴影效应”,使这类器件的焊接变得困难;由于元器件表面颜色、体积、外表光亮度不一样,对于元器件品种多样化的SMA来说,有时会出现温度不均匀问题。
为了克服这些弱点,人们又在再流焊炉中增加热风循环功能,研制出红外一热风再流焊炉,进一步提高了炉温的均匀性。在20世纪90年代后出现的再流焊炉均具有热风循环的功能,从而红外再流焊的焊接能力大大增强,并在各种再流焊接方法中占据了不可动摇的主导地位。
上一篇:红外再流焊炉的演变
上一篇:第三代:红外热风式再流焊炉
 相关技术资料
相关技术资料- 9-29无铅再流焊工艺与再流焊炉
- 9-27第二代:红外再流焊炉
热门点击

 公网安备44030402000607
公网安备44030402000607





