
热风刀
发布时间:2012/9/26 20:33:56 访问次数:1272
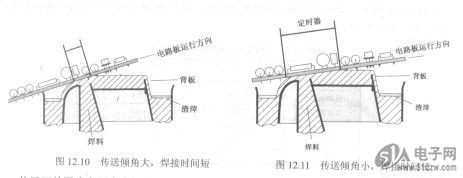
热风刀是20世纪90年代出PM450RLA060现的新技术。所谓的热风刀,是指在SMA刚离开焊接波峰后,在SMA的下方放置一个窄长的带开口的“腔体”,在窄长的开口处能吹出(4~20)×0.068个标准大气压和500 0C~525℃的气流,形如刀状,故被形象地称为热风刀。热风刀的高温高压气流吹向SMA上尚处于熔融状态的焊点,过热的风可以吹掉多余的焊锡,也可以填补金属化孔内焊锡的不足,对有桥接的焊点可以立即得到修复。同时由于使焊点的熔化时间得以延长,故原来那些带有气孔的焊点也能得到修复,因此热风刀可以使焊接缺陷大大降低。国外报道,采用热风刀不良焊点率可以下降到(2~20)×10“,而适当的风压却不会破坏真正完好的无缺陷焊点。热风刀已茌SMA焊接中广泛使用。
热风刀的温度和压力应根据SMA上的元器件密度、元器件类型以及板上的方向而设定。
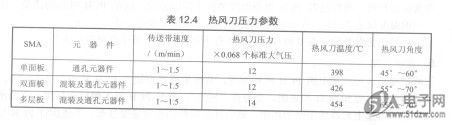
为了获得最佳的效果,可调整热风刀的角度(40。~90。)(以水平为基准),以及与SMA底面之间的距离(尽可能近)。如果发现有焊锡吹到板子上部,则应减少风刀的压力,既要保证吹掉多余焊锡,修正桥接,又要保证不使焊料吹到元器件上。通常对所有类型的板子压力设置为(5~10)×0.068个标准大气压,温度为426℃,可以得到很好的焊接效果。不同SMA的热风刀压力参数见表12.4。
热风刀是20世纪90年代出PM450RLA060现的新技术。所谓的热风刀,是指在SMA刚离开焊接波峰后,在SMA的下方放置一个窄长的带开口的“腔体”,在窄长的开口处能吹出(4~20)×0.068个标准大气压和500 0C~525℃的气流,形如刀状,故被形象地称为热风刀。热风刀的高温高压气流吹向SMA上尚处于熔融状态的焊点,过热的风可以吹掉多余的焊锡,也可以填补金属化孔内焊锡的不足,对有桥接的焊点可以立即得到修复。同时由于使焊点的熔化时间得以延长,故原来那些带有气孔的焊点也能得到修复,因此热风刀可以使焊接缺陷大大降低。国外报道,采用热风刀不良焊点率可以下降到(2~20)×10“,而适当的风压却不会破坏真正完好的无缺陷焊点。热风刀已茌SMA焊接中广泛使用。
热风刀的温度和压力应根据SMA上的元器件密度、元器件类型以及板上的方向而设定。
为了获得最佳的效果,可调整热风刀的角度(40。~90。)(以水平为基准),以及与SMA底面之间的距离(尽可能近)。如果发现有焊锡吹到板子上部,则应减少风刀的压力,既要保证吹掉多余焊锡,修正桥接,又要保证不使焊料吹到元器件上。通常对所有类型的板子压力设置为(5~10)×0.068个标准大气压,温度为426℃,可以得到很好的焊接效果。不同SMA的热风刀压力参数见表12.4。
 相关技术资料
相关技术资料- 9-26热风刀
热门点击
 公网安备44030402000607
公网安备44030402000607





