
刮刀形状与制作材料
发布时间:2012/8/7 19:55:46 访问次数:2802
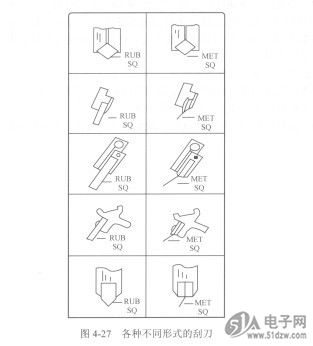
刮刀头的制作材料和形状一直是C4532X7R1H475M印刷焊膏工艺中的热门话题。刮刀形状与制作材料有很多种,如图4-27所示。从图中可以看出,刮刀按制作形状可分为菱形刮刀和拖尾刮刀;从制作材料上可分为聚胺酯刮刀和金属刮刀两类。
1)菱形刮刀
菱形刮刀由一块方形聚胺酯材料( lOmmxlOmm)及支架组成,方形聚胺酯夹在支架中间,前后成450。这类刮刀可双向刮印焊膏,在每个行程末端刮刀可跳过锡膏边缘,所以只需一把刮刀就可以完成双向刮印。MPM公司生产的SP-200型印刷机就采用这种形状的刮月。但是采用菱形刮刀印刷焊膏,焊膏量较难控制,并易弄脏刮刀头。
此外,采用菱形刮刀印刷时,应将PCB边缘垫平整,防止刮刀将模板边缘压坏。
2)拖尾刮刀
拖尾刮刀最为常见,它由矩形聚胺酯与固定支架组成,聚胺酯固定在支架上,每个行程方向各需一把刮刀,整个工作需要两把刮刀。刮刀由微型汽缸控制上下,这样不需要跳过焊膏就可以先后推动焊膏运行,因此刮刀接触焊膏部位相对较少。
采用聚胺酯制作刮刀时,有不同硬度可供选择。丝网印刷模板一般选用硬度为75邵氏(shore)的聚胺酯刮刀,金属模板应选用硬度为85邵氏的聚胺酯刮刀。
3)金属刮刀
用聚胺酯制作的刮刀,当刮刀头压力太大或材料硬度不足时,易嵌入金属模板的孔中(特别是大窗口孔),并将孔中的焊膏挤出,从而造成印刷图形凹陷,印刷效果不良。即使采用高硬度橡胶刮刀,虽可改善切割性,但填充焊膏的效果仍较差。为此人们采用将金属片嵌在橡胶刮刀的前沿,金属片在支架上凸出40mm左右的刮刀,就制成了金属刮刀,并用它来代替橡胶刮刀。品质优良的金属刮刀由高硬度合金制造,非常耐疲劳、耐磨、耐弯折。在刀刃涂敷上润滑膜,当刃口在模板上运行时,焊膏能被轻松地推进窗日中,消除了焊料凹陷和高低起伏现象。
采用金属刮刀印刷焊膏具有下列优点。
(1)从较大、较深的窗口到超细间距的印刷均具有优异的一致性;
(2)刮刀寿命长,无须修正,模板不易损坏;
(3)印刷时没有焊料的凹陷和高低起伏现象,大大减少了焊料的桥接和渗漏。
刮刀头的制作材料和形状一直是C4532X7R1H475M印刷焊膏工艺中的热门话题。刮刀形状与制作材料有很多种,如图4-27所示。从图中可以看出,刮刀按制作形状可分为菱形刮刀和拖尾刮刀;从制作材料上可分为聚胺酯刮刀和金属刮刀两类。
1)菱形刮刀
菱形刮刀由一块方形聚胺酯材料( lOmmxlOmm)及支架组成,方形聚胺酯夹在支架中间,前后成450。这类刮刀可双向刮印焊膏,在每个行程末端刮刀可跳过锡膏边缘,所以只需一把刮刀就可以完成双向刮印。MPM公司生产的SP-200型印刷机就采用这种形状的刮月。但是采用菱形刮刀印刷焊膏,焊膏量较难控制,并易弄脏刮刀头。
此外,采用菱形刮刀印刷时,应将PCB边缘垫平整,防止刮刀将模板边缘压坏。
2)拖尾刮刀
拖尾刮刀最为常见,它由矩形聚胺酯与固定支架组成,聚胺酯固定在支架上,每个行程方向各需一把刮刀,整个工作需要两把刮刀。刮刀由微型汽缸控制上下,这样不需要跳过焊膏就可以先后推动焊膏运行,因此刮刀接触焊膏部位相对较少。
采用聚胺酯制作刮刀时,有不同硬度可供选择。丝网印刷模板一般选用硬度为75邵氏(shore)的聚胺酯刮刀,金属模板应选用硬度为85邵氏的聚胺酯刮刀。
3)金属刮刀
用聚胺酯制作的刮刀,当刮刀头压力太大或材料硬度不足时,易嵌入金属模板的孔中(特别是大窗口孔),并将孔中的焊膏挤出,从而造成印刷图形凹陷,印刷效果不良。即使采用高硬度橡胶刮刀,虽可改善切割性,但填充焊膏的效果仍较差。为此人们采用将金属片嵌在橡胶刮刀的前沿,金属片在支架上凸出40mm左右的刮刀,就制成了金属刮刀,并用它来代替橡胶刮刀。品质优良的金属刮刀由高硬度合金制造,非常耐疲劳、耐磨、耐弯折。在刀刃涂敷上润滑膜,当刃口在模板上运行时,焊膏能被轻松地推进窗日中,消除了焊料凹陷和高低起伏现象。
采用金属刮刀印刷焊膏具有下列优点。
(1)从较大、较深的窗口到超细间距的印刷均具有优异的一致性;
(2)刮刀寿命长,无须修正,模板不易损坏;
(3)印刷时没有焊料的凹陷和高低起伏现象,大大减少了焊料的桥接和渗漏。
上一篇:影响焊膏印刷的主要工艺参数
上一篇:装技术及设备
 相关技术资料
相关技术资料- 8-7刮刀形状与制作材料
- 相关IC型号
- C4532X7R1H475M
- C4532X5R1A226M

 公网安备44030402000607
公网安备44030402000607





