
MN1550WCA-1 数控仿形立式铣床
发布时间:2019/12/8 13:43:06 访问次数:2515
故障分析,无直流电压输出,平衡电抗器的中心抽头断开.
没有按复位按钮SB。
二极管Ⅴ4断开,晶闸管的触发器无-12V电源,没有触发脉冲输出,晶闸管不能导通。
-12V触发器电源板损坏。用示波器测试该电路板各点的波形,找出故障点并修复。
快速熔断器熔断,电路中有短路故障。
整流电路中有整流二极管击穿短路。
过载保护电路不起作用。发生过载时,保护装置不动作,只熔断快速熔断器的熔体。检查过载保护电路,从信号输人、整流、稳压管、双稳态电路到V4管逐一检查。
三只灯泡的亮度不一样,有一只灯泡比其他两只亮灯较亮的那相的晶间管有短路故障。用万用表检查晶闸管,找出短路的晶闸管。
三只灯泡亮度不一样,有一只灯泡比其他两只暗,较暗的一相有晶间管开路。用示波器测试晶闸管两端波形,找出开路的晶闸管。
灯较暗的一相晶间管的触发器有故障,无触发脉冲输出。用示波器检查触发电
路的波形,查出故障并修复。
XKFM716数控仿形立式铣床,基本原理.
数控仿形立式铣床的组成 该铣床由机床主机、数控系统、仿形控制系统、主轴及三个方向进给伺服系统组成c主轴采用无级变速的交流电动机与滑移齿轮相结合的变速方式。X、Y、Z三个方向均采用直流伺服电机驱动的半闭环控制系统。仿形时由仿形仪的传感器输出信号到计算机中,控制Ⅹ、Y、Z三个方向的移动。
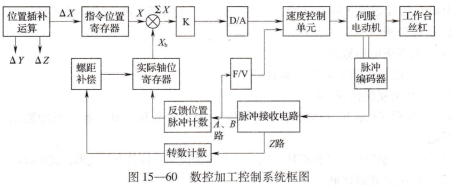
数控加工原理 系统框图如图15-60所示。将零件的加工程序通过MDI手动数据输人或纸带阅读机输人到计算机内存,计算机按照输人的程序指令和尺寸要求进行处理和运算(包括速度控制运算和位置插补运算)。根据运算结果向各坐标的伺服系统分配进给脉冲,并发出必要的动作要求。伺服系统接到进给脉冲和动作信号后,进行转换放大,驱动工作台及主轴箱作相应的运动,按程序要求的形状与尺寸完成零件的加工。
仿形加工原理 系统框图如图15-61所示。将工件装于主轴刀具之下,模型置于仿形仪之下位置。给计算机输人仿形命令和参数(如额定偏移Σ0,仿形速度y等)。首先引导工作台运动,完成模型与仿形仪的接近。此时仿形偏移量已达到手Σ。启动仿形运动后,仿形仪将输出偏移信号vrx、vrY、vrz,信号经接口电路进入计算机进行仿形运算,为各进给轴伺服提供控制信号,驱动进给运动。从而使得模型表面紧贴仿形仪(靠模偏移Σ=Σ0)作切向运动,工件相对刀具作切向运动,切削出与模型一样的工件来。

深圳市唯有度科技有限公司http://wydkj.51dzw.com/
故障分析,无直流电压输出,平衡电抗器的中心抽头断开.
没有按复位按钮SB。
二极管Ⅴ4断开,晶闸管的触发器无-12V电源,没有触发脉冲输出,晶闸管不能导通。
-12V触发器电源板损坏。用示波器测试该电路板各点的波形,找出故障点并修复。
快速熔断器熔断,电路中有短路故障。
整流电路中有整流二极管击穿短路。
过载保护电路不起作用。发生过载时,保护装置不动作,只熔断快速熔断器的熔体。检查过载保护电路,从信号输人、整流、稳压管、双稳态电路到V4管逐一检查。
三只灯泡的亮度不一样,有一只灯泡比其他两只亮灯较亮的那相的晶间管有短路故障。用万用表检查晶闸管,找出短路的晶闸管。
三只灯泡亮度不一样,有一只灯泡比其他两只暗,较暗的一相有晶间管开路。用示波器测试晶闸管两端波形,找出开路的晶闸管。
灯较暗的一相晶间管的触发器有故障,无触发脉冲输出。用示波器检查触发电
路的波形,查出故障并修复。
XKFM716数控仿形立式铣床,基本原理.
数控仿形立式铣床的组成 该铣床由机床主机、数控系统、仿形控制系统、主轴及三个方向进给伺服系统组成c主轴采用无级变速的交流电动机与滑移齿轮相结合的变速方式。X、Y、Z三个方向均采用直流伺服电机驱动的半闭环控制系统。仿形时由仿形仪的传感器输出信号到计算机中,控制Ⅹ、Y、Z三个方向的移动。
数控加工原理 系统框图如图15-60所示。将零件的加工程序通过MDI手动数据输人或纸带阅读机输人到计算机内存,计算机按照输人的程序指令和尺寸要求进行处理和运算(包括速度控制运算和位置插补运算)。根据运算结果向各坐标的伺服系统分配进给脉冲,并发出必要的动作要求。伺服系统接到进给脉冲和动作信号后,进行转换放大,驱动工作台及主轴箱作相应的运动,按程序要求的形状与尺寸完成零件的加工。
仿形加工原理 系统框图如图15-61所示。将工件装于主轴刀具之下,模型置于仿形仪之下位置。给计算机输人仿形命令和参数(如额定偏移Σ0,仿形速度y等)。首先引导工作台运动,完成模型与仿形仪的接近。此时仿形偏移量已达到手Σ。启动仿形运动后,仿形仪将输出偏移信号vrx、vrY、vrz,信号经接口电路进入计算机进行仿形运算,为各进给轴伺服提供控制信号,驱动进给运动。从而使得模型表面紧贴仿形仪(靠模偏移Σ=Σ0)作切向运动,工件相对刀具作切向运动,切削出与模型一样的工件来。
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
 相关技术资料
相关技术资料- 7-14NeuPro NPUs+ SensPro DSP技术参数设计
- 7-14双通道ATA-2022H高压放大器
- 7-14旗舰大模型Grok 4、Grok 4 API发展趋势
- 7-14耦合仿真技术及高保真模型试验技术应用探究
- 7-14GPU、FPGA、ASIC。GPU、FPGA技术解释
- 7-14ASIC/FPGA/GPU芯片及边缘-云端
- 7-12PWM输入功率驱动器工作原理
- 7-12隔离式 DC/DC 变换器和模块优势特征
- 7-12解读集成4 个高效降压 DC/DC 变换器
- 7-12数字隔离功能全集成 DC/DC 电源变换器简述
- 7-12集成低噪声电流输入模数转换器 (ADC)应用详解
- 7-12128 通道20 位电流数字转换器应用探究

 公网安备44030402000607
公网安备44030402000607





