
波峰焊的温度曲线及工艺参数控制
发布时间:2016/9/18 21:02:22 访问次数:13787
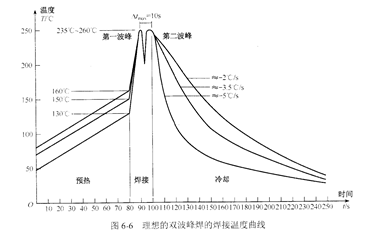
理想的双波峰焊的焊接温度曲线如图6-6所示。从图中 J0011D01BNL可以看出,整个焊按过程被分为三个温度区域:预热、焊接、冷却。实际的焊接温度曲线可以通过对没备的控制系统编程进 在预热lK内,电路板上喷涂的助焊剂中的水分和溶剂被挥发,可以减少焊接时产生的气
体。同时,松香和活化剂开始分解活化,去除焊接面上的氧化层和其他污染物,并H卜11}∶佥属表面在高温下再次氧化。
印制电路板和元器件被充分预热,可以有效地避兔焊按时急剧升温产生的热应力损坏。电路板的预热温度及时间,耍恨据印制板的大小、厚度、元器件的尺寸和数量,以及贴装元器件的多少而确定。在PCB表面测董的预热温度应该在⒇℃~130°C之问,多层板或贴片元器件较多时,顶热温度取上限:预热时问由传送带的速度来控制。如呆预热温度偏低或预热时问过短,助焊剂中的溶剂挥发不充分,焊按时就会产生气体引起气孔、锡珠等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提if分解,使ht剂太去活性,闸样会引起毛刺、桥接等焊接缺陷。
理想的双波峰焊的焊接温度曲线如图6-6所示。从图中 J0011D01BNL可以看出,整个焊按过程被分为三个温度区域:预热、焊接、冷却。实际的焊接温度曲线可以通过对没备的控制系统编程进 在预热lK内,电路板上喷涂的助焊剂中的水分和溶剂被挥发,可以减少焊接时产生的气
体。同时,松香和活化剂开始分解活化,去除焊接面上的氧化层和其他污染物,并H卜11}∶佥属表面在高温下再次氧化。
印制电路板和元器件被充分预热,可以有效地避兔焊按时急剧升温产生的热应力损坏。电路板的预热温度及时间,耍恨据印制板的大小、厚度、元器件的尺寸和数量,以及贴装元器件的多少而确定。在PCB表面测董的预热温度应该在⒇℃~130°C之问,多层板或贴片元器件较多时,顶热温度取上限:预热时问由传送带的速度来控制。如呆预热温度偏低或预热时问过短,助焊剂中的溶剂挥发不充分,焊按时就会产生气体引起气孔、锡珠等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提if分解,使ht剂太去活性,闸样会引起毛刺、桥接等焊接缺陷。
上一篇:空心波
上一篇:焊点和元件的受热量随时间而增加
 相关技术资料
相关技术资料- 8-23直流锅炉启动系统带锅水循环泵有哪些优点?
- 9-18波峰焊的温度曲线及工艺参数控制
- 9-12三相笼型异步电动机的起动控制电路
- 5-8用取样积分器测量弱光电信号具有以下特点

 公网安备44030402000607
公网安备44030402000607





