
辐射加热
发布时间:2016/6/1 20:15:21 访问次数:1159
1,辐射加热
通过辐射的热传导是高效和EP1C3T144C6大功率的,如下述方程式所示。
这里热能或辐射的发射功率召是与其绝对温度的四次方成比例的,3是玻尔兹曼常数。
2.强制对流(热风)加热
因为红外加热的热传导功率对热源的温度非常敏感,所以要求准确控制。而对流加热虽然没有辐射那么大的功率,但它可以良好、均匀地加热。
3. 强制对流加热
现代的最先进的回流炉技术的第一个特点是结合了对流与红外辐射加热两者的优点。元器件之间的峰值温度差别可以保持在8℃左右,同时在连续大量生产期间PCB之间的温度差可稳定在大约1℃。
IR+强制对流的基本概念:使用红外作为主要的加热源达到最佳的热传导,并且抓住对流的均衡加热特性以减少元器件与PCB之间的温度差。对流在加热大热容量的元器件时有帮助,如BGA,同时对较小热容量元器件的冷却有帮助。
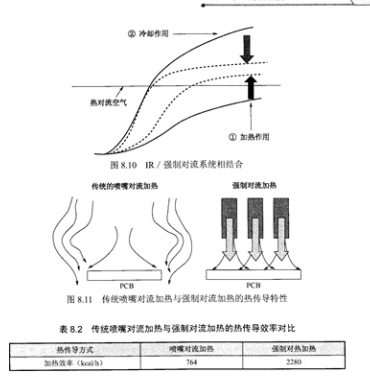
在如图8,10所示中,①是具有大热容量的元器件的加热曲线,②是小热容量的元器件的加热曲线。如果只使用一个热源,不管是IR或者对流,都将发生如图8.10所示的加热不一致。当只有IR用作主热源时,将得到实线所示的曲线结果。可是,虚线所描述的加热曲线显示了IR/强制对流系统相结合的优点。这里增加强制对流的作用是:加热低于设定温度的元器件,而冷却已经升高到热空气温度之上的元器件。
先进再流焊接炉的第二个特点是具有有效地传导对流热量供给PCB的能力。传统喷嘴对流加热与强制对流加热的热传导特性,如图8,11所示。后面的技术可均匀地将热传导给PCB和元器件,其效率是喷嘴对流的3倍,如表8.2所示。
1,辐射加热
通过辐射的热传导是高效和EP1C3T144C6大功率的,如下述方程式所示。
这里热能或辐射的发射功率召是与其绝对温度的四次方成比例的,3是玻尔兹曼常数。
2.强制对流(热风)加热
因为红外加热的热传导功率对热源的温度非常敏感,所以要求准确控制。而对流加热虽然没有辐射那么大的功率,但它可以良好、均匀地加热。
3. 强制对流加热
现代的最先进的回流炉技术的第一个特点是结合了对流与红外辐射加热两者的优点。元器件之间的峰值温度差别可以保持在8℃左右,同时在连续大量生产期间PCB之间的温度差可稳定在大约1℃。
IR+强制对流的基本概念:使用红外作为主要的加热源达到最佳的热传导,并且抓住对流的均衡加热特性以减少元器件与PCB之间的温度差。对流在加热大热容量的元器件时有帮助,如BGA,同时对较小热容量元器件的冷却有帮助。
在如图8,10所示中,①是具有大热容量的元器件的加热曲线,②是小热容量的元器件的加热曲线。如果只使用一个热源,不管是IR或者对流,都将发生如图8.10所示的加热不一致。当只有IR用作主热源时,将得到实线所示的曲线结果。可是,虚线所描述的加热曲线显示了IR/强制对流系统相结合的优点。这里增加强制对流的作用是:加热低于设定温度的元器件,而冷却已经升高到热空气温度之上的元器件。
先进再流焊接炉的第二个特点是具有有效地传导对流热量供给PCB的能力。传统喷嘴对流加热与强制对流加热的热传导特性,如图8,11所示。后面的技术可均匀地将热传导给PCB和元器件,其效率是喷嘴对流的3倍,如表8.2所示。
上一篇:峰值温度的维护
上一篇:气相再流焊(VPs)
 相关技术资料
相关技术资料- 6-1辐射加热
热门点击
- 刮刀印刷角度
- 严重影响了人们的健康和生活质量
- Proteus通过Gerber与其他EDA软
- 直接观察法
- 现代电子装联工艺装备的基本概念
- 焊盘(pad)与过孔(via)
- 辐射加热
- 自动布局和手动、自动结合布局的结果对比
- 焊膏印刷设备的分类
- 作用于原子间的力
推荐技术资料

- 业余条件下PCM2702
- PGM2702采用SSOP28封装,引脚小而密,EP3... [详细]
 公网安备44030402000607
公网安备44030402000607





