

中型外径检测
发布时间:2016/2/17 21:25:50 访问次数:522
中型热轧圆钢直径一般在60~130 mm之间,因此测量时采用了双光路系统,如图11.28所示。
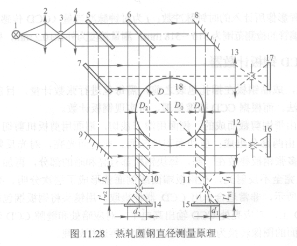
加工要求对轧钢水平、AAT3522IGY-2.32-200T1垂直两个方向进行测量,以保证对轧件尺寸的调整和控制。下面以垂直方向光路为例介绍仪器测量原理。光源1发出的光经过聚光镜2会聚于光栏3,光线通过光栏3后面的物镜4形成一束平行光,该平行光通过分光镜5分成两束平行光,一路作为轧件垂直方向的照明光,另一路作为水平方向的照明光。后者通过分光镜6再分成两束平行光,一路直按照射工件左边缘,通过物镜10成像在CCD器件14上;另一路经平面反射镜8转向后照射工件右边缘,由物镜11成像在CCD器件15上。通过计算两块CCD上阴影所覆盖的光敏单元数,再加上两平行光之间的间距,可求出工件18的直径,即
D= Di+ D2+ Do
由于左右两路的光学参数完全相同,则
D= /(tii+Yl2)+ Do
式中,f为脉冲当量;以为阴影覆盖的像素数。
中型热轧圆钢直径一般在60~130 mm之间,因此测量时采用了双光路系统,如图11.28所示。
加工要求对轧钢水平、AAT3522IGY-2.32-200T1垂直两个方向进行测量,以保证对轧件尺寸的调整和控制。下面以垂直方向光路为例介绍仪器测量原理。光源1发出的光经过聚光镜2会聚于光栏3,光线通过光栏3后面的物镜4形成一束平行光,该平行光通过分光镜5分成两束平行光,一路作为轧件垂直方向的照明光,另一路作为水平方向的照明光。后者通过分光镜6再分成两束平行光,一路直按照射工件左边缘,通过物镜10成像在CCD器件14上;另一路经平面反射镜8转向后照射工件右边缘,由物镜11成像在CCD器件15上。通过计算两块CCD上阴影所覆盖的光敏单元数,再加上两平行光之间的间距,可求出工件18的直径,即
D= Di+ D2+ Do
由于左右两路的光学参数完全相同,则
D= /(tii+Yl2)+ Do
式中,f为脉冲当量;以为阴影覆盖的像素数。
上一篇:CCD钢板计数器
上一篇:小直径外圆的投影法直接检测
 相关技术资料
相关技术资料- 2-17中型外径检测

 公网安备44030402000607
公网安备44030402000607





