
MASTERORIVES变频器在滚切剪控制系统中的应用
发布时间:2016/1/10 16:55:56 访问次数:665
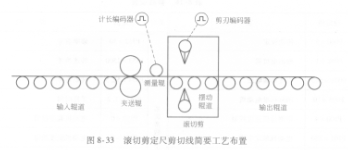
钢铁公司中板厂3500mm中板轧线为交流控制系统,其滚切剪本体设备由剪机、驱动AD1674JNZ电动机、位置检测编码器、压紧装置、换刀/卸料小车、剪刃间隙调整电动机、剪刃间隙位移传感器和拔料装置组成。滚切剪的辅助控制系统由测长装置、板头收集装置、接料小车、摆动辊道、夹送辊、输出辊道、钢板找正装置、激光划线及辅助润滑系统组成。滚切剪定尺剪切线简要工艺布置如图8-33所示。
首先,在准备生产前要根据被剪钢板的厚度、材质按工艺要求调整相应的剪刃间隙。当钢板到达定尺剪时,启动钢板找正装置将钢板靠紧定尺档板,使其走行方向垂直于剪刃,保证剪刃切成品为矩形。此时,要求拨料装置、测长装置、摆动辊道、剪刃间隙调整装置、换刀小车均处于正常允许剪切位置,而且保证剪刃停止在电气零位。手动操作定尺剪输入辊道使钢板头部前移至滚切剪剪刃位置,利用激光划线装置将钢板准确停止茌头部剪切位置,启动滚切剪进行头部剪切,钢板压紧装置下压将钢板压紧,剪刃驱动电动机运转,当上剪刃检测到电气零位接近开关时停止,抬起钢板压紧装置,头部剪切完成。剪切完成后,夹紧夹送
辊、测长辊压下,启动夹送辊和定尺剪输入辊道使钢板前进,利用测长辊的实时计长与上位机设定的定尺剪切长度进行比较,当钢板的走行距离快要到达设定长度时,夹送辊与输入辊道自动减速直至钢板停止在所要求的定尺剪切位,此时人工利用激光划线装置进行位置确认后,启动剪切,其剪切过程与切头相同。剪切完成后,启动夹送辊、定尺剪输入辊道、摆动辊道、输出辊道进行钢板输送,同时完成下一段定尺的剪切工作。
在进行尾部剪切时,首先根据定尺档板显示的剩余距离,在上位机上修正后一段的定尺尺寸,同时启动夹送辊、定尺剪输入辊道、摆动辊道、输出辊道使钢板前进,利用测速辊计长,保证钢板准确停止在尾部剪切位置。经人工确认后,启动剪切。尾部剪切完成后,启动辊道和输出辊道将定尺钢板送人下一工序,启动拔料装置把钢尾推人料框。
钢铁公司中板厂3500mm中板轧线为交流控制系统,其滚切剪本体设备由剪机、驱动AD1674JNZ电动机、位置检测编码器、压紧装置、换刀/卸料小车、剪刃间隙调整电动机、剪刃间隙位移传感器和拔料装置组成。滚切剪的辅助控制系统由测长装置、板头收集装置、接料小车、摆动辊道、夹送辊、输出辊道、钢板找正装置、激光划线及辅助润滑系统组成。滚切剪定尺剪切线简要工艺布置如图8-33所示。
首先,在准备生产前要根据被剪钢板的厚度、材质按工艺要求调整相应的剪刃间隙。当钢板到达定尺剪时,启动钢板找正装置将钢板靠紧定尺档板,使其走行方向垂直于剪刃,保证剪刃切成品为矩形。此时,要求拨料装置、测长装置、摆动辊道、剪刃间隙调整装置、换刀小车均处于正常允许剪切位置,而且保证剪刃停止在电气零位。手动操作定尺剪输入辊道使钢板头部前移至滚切剪剪刃位置,利用激光划线装置将钢板准确停止茌头部剪切位置,启动滚切剪进行头部剪切,钢板压紧装置下压将钢板压紧,剪刃驱动电动机运转,当上剪刃检测到电气零位接近开关时停止,抬起钢板压紧装置,头部剪切完成。剪切完成后,夹紧夹送
辊、测长辊压下,启动夹送辊和定尺剪输入辊道使钢板前进,利用测长辊的实时计长与上位机设定的定尺剪切长度进行比较,当钢板的走行距离快要到达设定长度时,夹送辊与输入辊道自动减速直至钢板停止在所要求的定尺剪切位,此时人工利用激光划线装置进行位置确认后,启动剪切,其剪切过程与切头相同。剪切完成后,启动夹送辊、定尺剪输入辊道、摆动辊道、输出辊道进行钢板输送,同时完成下一段定尺的剪切工作。
在进行尾部剪切时,首先根据定尺档板显示的剩余距离,在上位机上修正后一段的定尺尺寸,同时启动夹送辊、定尺剪输入辊道、摆动辊道、输出辊道使钢板前进,利用测速辊计长,保证钢板准确停止在尾部剪切位置。经人工确认后,启动剪切。尾部剪切完成后,启动辊道和输出辊道将定尺钢板送人下一工序,启动拔料装置把钢尾推人料框。
 相关技术资料
相关技术资料- 11-8电力传输用电缆的断面
- 2-7计算机网络上的通信面临的威胁可分为两大类
- 2-7旋转光栅法
- 2-7外光频调制
- 1-10MASTERORIVES变频器在滚切剪控制系统中的应用
- 9-20归查询返回的查询结果或者是所要查询的lP地址

 公网安备44030402000607
公网安备44030402000607





