
MM440变频器在位置控制中的应用
发布时间:2016/1/7 19:37:21 访问次数:999
本文所说的位置控制指在指定时刻将被控对象的位置自动控制到预定目标位置,并使ICE3A5565P控制后的位置与目标位置之差保持在允许偏差内。这种控制系统称自动位置控制系统( AutoPosition Control System.APCS)。在工业生产过程中位置控制非常常见,如冶金企业的轧制过程中的轧辊辊缝和轧机导板开度的控制,各种运料、布料小车的行程控制。
实践证明,变频器可略构成一种实用、可靠、性价比很高的APCS。下面以某轧钢厂新建生产线上产品分排定尺小车的位置控制为例,介绍由西门子公司的通用变频器MM440构成的APCS。
系统构成
该系统的构成如图8-3所示,主要由位控器(位置控制器)、变频器、执行机构三大部分组成。在实际工程中,计算机终端和可编程序控制器( PLC)不必专为APCS专配,可与生产线中自动化系统共用一套终端和PLC。
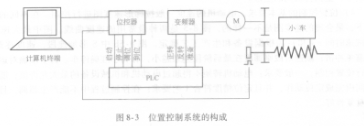
位控器选用德国Lenord+Bauer公司的GEL8310A型产品,其参数的输入、调整、显示均可在面板上实现,也可通过RS232或RS485由上位机上实现一对一或一对多的通信实现。
变频器采用西门子公司的MM440系列变频器。MM440是由微处理器控制,采用IGBT作为功率输出器件,具有很高的运行可靠性和功能的多样性。其脉冲宽度调制的开关频率是可选的,可以选装编码器实现真正闭环的矢量控制。MM440具有全面而完善的控制功能,广泛适用于现代工业多种多样的电动机拖动。
执行机构为普通笼型异步电动机,经减速箱通过丝杠带动下车往返行走。电动机功率为5. 5kW,转速为960r/min。位置检测采用增量式光电编码器,安装在丝杠上,分辨率为1000脉冲/r。
本文所说的位置控制指在指定时刻将被控对象的位置自动控制到预定目标位置,并使ICE3A5565P控制后的位置与目标位置之差保持在允许偏差内。这种控制系统称自动位置控制系统( AutoPosition Control System.APCS)。在工业生产过程中位置控制非常常见,如冶金企业的轧制过程中的轧辊辊缝和轧机导板开度的控制,各种运料、布料小车的行程控制。
实践证明,变频器可略构成一种实用、可靠、性价比很高的APCS。下面以某轧钢厂新建生产线上产品分排定尺小车的位置控制为例,介绍由西门子公司的通用变频器MM440构成的APCS。
系统构成
该系统的构成如图8-3所示,主要由位控器(位置控制器)、变频器、执行机构三大部分组成。在实际工程中,计算机终端和可编程序控制器( PLC)不必专为APCS专配,可与生产线中自动化系统共用一套终端和PLC。
位控器选用德国Lenord+Bauer公司的GEL8310A型产品,其参数的输入、调整、显示均可在面板上实现,也可通过RS232或RS485由上位机上实现一对一或一对多的通信实现。
变频器采用西门子公司的MM440系列变频器。MM440是由微处理器控制,采用IGBT作为功率输出器件,具有很高的运行可靠性和功能的多样性。其脉冲宽度调制的开关频率是可选的,可以选装编码器实现真正闭环的矢量控制。MM440具有全面而完善的控制功能,广泛适用于现代工业多种多样的电动机拖动。
执行机构为普通笼型异步电动机,经减速箱通过丝杠带动下车往返行走。电动机功率为5. 5kW,转速为960r/min。位置检测采用增量式光电编码器,安装在丝杠上,分辨率为1000脉冲/r。
上一篇:变频器的主要调试参数
上一篇:位置控制调节原理
 相关技术资料
相关技术资料- 1-7MM440变频器在位置控制中的应用
 公网安备44030402000607
公网安备44030402000607





