
对一个过程设计SPC系统
发布时间:2015/11/12 20:17:12 访问次数:464
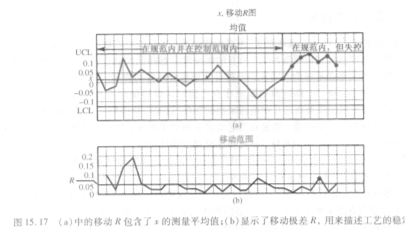
X-R控制图的价值在于其可预见性。一个受AD8544AR控的工艺产生的数据点趋向于在平均值附近有规律地变化(见图15. 17的上部)。关于一个受控工艺的数学计算可以预计这种规律性的波动,同时它还可以在数据点真正超出控制限之前预计工艺在什么时候会失控(见图15. 17的下部)。在右侧部分的数据点已经偏移到控制范围的顶部。这对于一个受控的工艺来说是一种非自然的模式。出现这种情况时,维护数据图的生产操作员会向有关人员发出警示,这样可以将工艺在数据点超出控制或设计界限,晶圆将要报废乏前及时调整回控制范围内。在工艺中还会用到其他一些更复杂的控制方法,但这已超出本书的讨论范围。
另一种有力的统计工具是多变量实验分析。大部分测量的质量控制参数(方块电阻、线宽、结深,等等)都受到工艺中多个变量的影响。例如,线宽会随光刻胶溶剂、膜厚、曝光时间、强度、烘焙温度,以及刻蚀因素而变化。其中的任何一个因素或所有因素都有可能造成超出规范的情况。多变量评估可以允许工程师在运行实验时将每一种单独的变量识别并分离出来。
对一个过程设计SPC系统时,要求选择合适的统计工具。而另一种选择则围绕着“指示数”群体。利润要求所有批次的所有晶圆上的所有芯片每个都能符合规范。然而,挑选参数群体并非总是那么轻而易举。工芑的情况各有不同,有晶圆上的差异,有一批内晶圆之间的差异,还有工艺设备之间的差异。由于不可能测试每一个芯片,选择正确的样本点和采样水平成为越来越重要的课题[16]。
X-R控制图的价值在于其可预见性。一个受AD8544AR控的工艺产生的数据点趋向于在平均值附近有规律地变化(见图15. 17的上部)。关于一个受控工艺的数学计算可以预计这种规律性的波动,同时它还可以在数据点真正超出控制限之前预计工艺在什么时候会失控(见图15. 17的下部)。在右侧部分的数据点已经偏移到控制范围的顶部。这对于一个受控的工艺来说是一种非自然的模式。出现这种情况时,维护数据图的生产操作员会向有关人员发出警示,这样可以将工艺在数据点超出控制或设计界限,晶圆将要报废乏前及时调整回控制范围内。在工艺中还会用到其他一些更复杂的控制方法,但这已超出本书的讨论范围。
另一种有力的统计工具是多变量实验分析。大部分测量的质量控制参数(方块电阻、线宽、结深,等等)都受到工艺中多个变量的影响。例如,线宽会随光刻胶溶剂、膜厚、曝光时间、强度、烘焙温度,以及刻蚀因素而变化。其中的任何一个因素或所有因素都有可能造成超出规范的情况。多变量评估可以允许工程师在运行实验时将每一种单独的变量识别并分离出来。
对一个过程设计SPC系统时,要求选择合适的统计工具。而另一种选择则围绕着“指示数”群体。利润要求所有批次的所有晶圆上的所有芯片每个都能符合规范。然而,挑选参数群体并非总是那么轻而易举。工芑的情况各有不同,有晶圆上的差异,有一批内晶圆之间的差异,还有工艺设备之间的差异。由于不可能测试每一个芯片,选择正确的样本点和采样水平成为越来越重要的课题[16]。
上一篇:库存控制
 相关技术资料
相关技术资料- 11-12对一个过程设计SPC系统

 公网安备44030402000607
公网安备44030402000607





