
熔融焊料与焊件(母材)表面之间的反应
发布时间:2014/5/22 21:47:10 访问次数:1327
熔融焊料与母材的反应主要是润湿、毛细作用、扩散、溶解、冶金结合,以形成结合层。
1.润湿――液态焊料润湿被焊固体金属(母材)表面
图18-2是气一液固界面示意图。 LM4040B50IDBZR一滴液体置于固体表面,如果液滴和固体界面的变化促使液一固体系自由能降低,则液滴沿固体表面自动铺展。这种液体在固体表面漫流的物理现象称为润湿。润湿是物质固有的性质,取决于原子半径和晶体类型。
图中,盯sy为固体与气体之间的界面张力(或称固体的表面张力);盯LV为液体与气体之间的表面张力(或称液体的表面张力),其方向与液滴表面相切,它是使液体表面积趋向最小的作
用力;ULS为液体与固体之间的界面张力,即界面能量;臼为润湿角;cos0为润湿系数。usv与ULS的作用力均沿固体表面,但作用方向相反。
当液滴沿固体表面铺展结束(固一气界面、液一气界面、液一固界面张力达到平衡)角与固体表面张力、液体表面张力及液一固界面张力存在以下关系:
从式(18-9)可以看出,如果usv和ULV为固定值,则ULS与臼为正比关系,即液体和固体之间的界面张力ULS越小,臼也越小,也就是说越容易润湿。

表面张力的单位为毫牛顿/米( mN/m),通常液体金属的表面张力在200~2500 mN/m,而助焊剂(非金属)的表面张力小于50 mN/m。
根据式(18-9)可以将液滴对固体表面的润湿程度用润湿角臼的大小来表示(见图18-3)。
●当O<cos0<1,0。<0<90。,表示液滴能润湿固体表面。
●当cos0<0,90。<0<180。,表示液滴不能润湿固体表面。
●当cos0 =1,0-0。,完全润湿。
●当cos臼=0,即臼=1809时,完全不润湿。
通常用润湿角例刈断焊点的润湿性,0<90。为润湿;0>90。为不润湿,如图18-4所示。
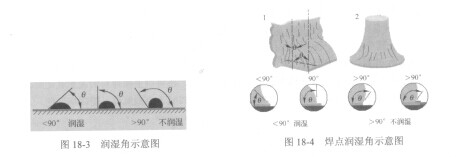
图18-3润湿角示意图 图18-4焊点润湿角示意图
钎焊过程中,只有当熔融的液态钎料在金属表面漫流铺展,才能使金属原子自由接近,因此熔融的钎料润湿焊件表面是扩散、溶解、形成结合层的首要条件。
熔融焊料与母材的反应主要是润湿、毛细作用、扩散、溶解、冶金结合,以形成结合层。
1.润湿――液态焊料润湿被焊固体金属(母材)表面
图18-2是气一液固界面示意图。 LM4040B50IDBZR一滴液体置于固体表面,如果液滴和固体界面的变化促使液一固体系自由能降低,则液滴沿固体表面自动铺展。这种液体在固体表面漫流的物理现象称为润湿。润湿是物质固有的性质,取决于原子半径和晶体类型。
图中,盯sy为固体与气体之间的界面张力(或称固体的表面张力);盯LV为液体与气体之间的表面张力(或称液体的表面张力),其方向与液滴表面相切,它是使液体表面积趋向最小的作
用力;ULS为液体与固体之间的界面张力,即界面能量;臼为润湿角;cos0为润湿系数。usv与ULS的作用力均沿固体表面,但作用方向相反。
当液滴沿固体表面铺展结束(固一气界面、液一气界面、液一固界面张力达到平衡)角与固体表面张力、液体表面张力及液一固界面张力存在以下关系:
从式(18-9)可以看出,如果usv和ULV为固定值,则ULS与臼为正比关系,即液体和固体之间的界面张力ULS越小,臼也越小,也就是说越容易润湿。
表面张力的单位为毫牛顿/米( mN/m),通常液体金属的表面张力在200~2500 mN/m,而助焊剂(非金属)的表面张力小于50 mN/m。
根据式(18-9)可以将液滴对固体表面的润湿程度用润湿角臼的大小来表示(见图18-3)。
●当O<cos0<1,0。<0<90。,表示液滴能润湿固体表面。
●当cos0<0,90。<0<180。,表示液滴不能润湿固体表面。
●当cos0 =1,0-0。,完全润湿。
●当cos臼=0,即臼=1809时,完全不润湿。
通常用润湿角例刈断焊点的润湿性,0<90。为润湿;0>90。为不润湿,如图18-4所示。
图18-3润湿角示意图 图18-4焊点润湿角示意图
钎焊过程中,只有当熔融的液态钎料在金属表面漫流铺展,才能使金属原子自由接近,因此熔融的钎料润湿焊件表面是扩散、溶解、形成结合层的首要条件。
上一篇:锡焊(钎焊)机理
上一篇:熔融的钎料润湿焊件表面
 相关技术资料
相关技术资料- 5-22熔融焊料与焊件(母材)表面之间的反应

 公网安备44030402000607
公网安备44030402000607





