

锡含量和峰值温度对焊点空洞的影响
发布时间:2012/9/29 19:16:29 访问次数:936
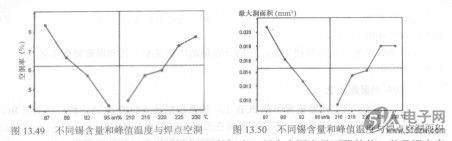
图13.49、图13.50是不同锡含量和峰SKM200GB122D值温度对焊点空洞的影响曲线图。
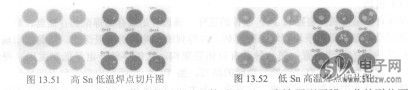
从图13.49和图13.50看出,随着锡含量的提高,焊点空洞率呈下降趋势,并且焊点空洞面积也呈缩小趋势。用常规厚度的模板,以Sn63锡膏焊接无铅BGA均会发生空洞,但空洞面积均在可接受的范围内。而随着焊接峰值温度的提高,无论是空洞率还是空洞面积均呈上升、扩大趋势。上述分析的实例如图13.51和图13.52所示。
综合上述两条规律,有铅工艺中大部分元器件以及PCB尚达不到无铅工艺的耐热要求,因此,这就提示我们以Sn63锡膏焊接无铅BGA时,其焊接峰值温度不宜过高,应控制在225℃~230℃范围内。
国内熊猫电子在遇到有铅膏焊接无铅BGA时,也正是采用焊接峰值温度控制在225~230℃的做法,所做的SMA经立体显微镜、金相显微镜、精密电子万能拉力试验机以及整机品质试验所得的综合性能均符合要求.并都进行了批量生产。
图13.49、图13.50是不同锡含量和峰SKM200GB122D值温度对焊点空洞的影响曲线图。
从图13.49和图13.50看出,随着锡含量的提高,焊点空洞率呈下降趋势,并且焊点空洞面积也呈缩小趋势。用常规厚度的模板,以Sn63锡膏焊接无铅BGA均会发生空洞,但空洞面积均在可接受的范围内。而随着焊接峰值温度的提高,无论是空洞率还是空洞面积均呈上升、扩大趋势。上述分析的实例如图13.51和图13.52所示。
综合上述两条规律,有铅工艺中大部分元器件以及PCB尚达不到无铅工艺的耐热要求,因此,这就提示我们以Sn63锡膏焊接无铅BGA时,其焊接峰值温度不宜过高,应控制在225℃~230℃范围内。
国内熊猫电子在遇到有铅膏焊接无铅BGA时,也正是采用焊接峰值温度控制在225~230℃的做法,所做的SMA经立体显微镜、金相显微镜、精密电子万能拉力试验机以及整机品质试验所得的综合性能均符合要求.并都进行了批量生产。
上一篇:峰值温度为210℃时焊点
上一篇:PoP器件焊接
 相关技术资料
相关技术资料- 9-29锡含量和峰值温度对焊点空洞的影响
- 9-27波峰焊机的评估与选购注意事项

 公网安备44030402000607
公网安备44030402000607





