
正确控制焊剂密度
发布时间:2012/9/26 20:23:30 访问次数:670
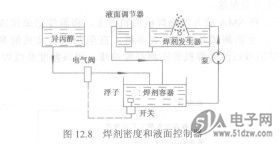
在波峰焊焊接过程中,对焊剂密度的PM450CLA060控制是相当重要的,它决定了焊剂的固含量,特别在采用开放式涂布焊剂的设备中更是如此。例如,发泡式涂布焊剂的设备,应采用焊剂密度调节仪加以控制。密度调节原理如图12.8所示。
焊剂的密度受到监控,当需要时注入异丙醇可使焊剂密度达到要求。浮子是焊剂密度监控探头,通过开关与电气阀控制异丙醇的加入量,达到调节密度的目的,液面调节器则可以控制泵,以达到焊剂中保持一定量的焊剂,焊剂的密度控制在0.81~0.85g/cm3之间。
在波峰焊中SMA涂布焊剂后应立即烘干(又称为预热),焊剂的预热可以使焊剂中大部分溶剂挥发以及PCB制造过程中夹带的水汽挥发。如果溶剂依靠焊料槽的温度进行挥发,则因挥发时需要吸收热量,造成波峰液面焊料冷却影响焊接质量,甚至会出现冷焊等缺陷。当然预热也应适当,使SMA上焊剂保持适合的黏度,如果焊剂的黏度太低,焊剂过早地从SMA焊接面上排出,会使焊盘润湿性变差,严重时会出现桥接等毛病。
SMA预热的另一个优点是降低焊接期间对元器件及PCB的热冲击。因为片式电容是由多层肉瓷叠加而成的,易受热开裂,特别要防止对片式电容的热冲击,因此应重视SMA的预热过程。
通常SMA预热温度控制在90℃~110℃,最佳预热温度将取决于被焊产品的设计、比热、焊剂中溶剂的气化温度、蒸发潜热等多方面因素。例如,多层印制板需要较高的预热温度来干燥和活化金属孔中的焊剂,以确保焊料渗透;大型元器件、金属支座、散热器应均匀分布以防吸热不均匀。在测量SMA预热温度时,探头应放在吸热较多的元器件附近,以保证预热温度的可靠性,并通过调节SMA在预热段传输速度达到SMA表面预热温度的均匀性。
在波峰焊焊接过程中,对焊剂密度的PM450CLA060控制是相当重要的,它决定了焊剂的固含量,特别在采用开放式涂布焊剂的设备中更是如此。例如,发泡式涂布焊剂的设备,应采用焊剂密度调节仪加以控制。密度调节原理如图12.8所示。
焊剂的密度受到监控,当需要时注入异丙醇可使焊剂密度达到要求。浮子是焊剂密度监控探头,通过开关与电气阀控制异丙醇的加入量,达到调节密度的目的,液面调节器则可以控制泵,以达到焊剂中保持一定量的焊剂,焊剂的密度控制在0.81~0.85g/cm3之间。
在波峰焊中SMA涂布焊剂后应立即烘干(又称为预热),焊剂的预热可以使焊剂中大部分溶剂挥发以及PCB制造过程中夹带的水汽挥发。如果溶剂依靠焊料槽的温度进行挥发,则因挥发时需要吸收热量,造成波峰液面焊料冷却影响焊接质量,甚至会出现冷焊等缺陷。当然预热也应适当,使SMA上焊剂保持适合的黏度,如果焊剂的黏度太低,焊剂过早地从SMA焊接面上排出,会使焊盘润湿性变差,严重时会出现桥接等毛病。
SMA预热的另一个优点是降低焊接期间对元器件及PCB的热冲击。因为片式电容是由多层肉瓷叠加而成的,易受热开裂,特别要防止对片式电容的热冲击,因此应重视SMA的预热过程。
通常SMA预热温度控制在90℃~110℃,最佳预热温度将取决于被焊产品的设计、比热、焊剂中溶剂的气化温度、蒸发潜热等多方面因素。例如,多层印制板需要较高的预热温度来干燥和活化金属孔中的焊剂,以确保焊料渗透;大型元器件、金属支座、散热器应均匀分布以防吸热不均匀。在测量SMA预热温度时,探头应放在吸热较多的元器件附近,以保证预热温度的可靠性,并通过调节SMA在预热段传输速度达到SMA表面预热温度的均匀性。
上一篇:喷雾法涂布
上一篇:波峰焊机中常见的预热方法
 相关技术资料
相关技术资料- 9-26正确控制焊剂密度

 公网安备44030402000607
公网安备44030402000607





