
电动机和电焊机就地无功补偿容量的确定
发布时间:2011/11/15 9:49:04 访问次数:2846
1.电动机无功补偿容量的确定
(1)计算法确定补偿容量
①公式一根据空载电流确定的公式:

式中 K1――电容配比系数(为防止过补偿),N03A 一般取0.85
②公式二根据电动机额定功率确定的公式如下。
a.一般负荷的电动机: Qc=(0.2~0.4)P。
b.排灌等负荷轴惯性较大的电动机:
电动机功率≤30kW时,Qc=(0.5~0.6)P。
电动机功率40~75kW时,Qc=0.35P。
电动机功率75~200kW时,Qc=0.3P。
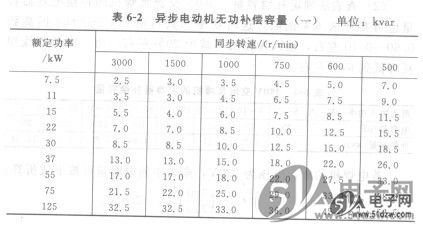
(2)查表法确定补偿容量 电动机个别补偿容量可参考表6-2和表6-3选择。

2.电焊机无功补偿容量的确定
(1)计算法确定在电焊变压器的一次侧加升压抽头(可减小补偿电容器容量)上加装补偿电容器,其电容量可按下式计算:

式中 C――电容量,mF;
8.1――经验系数;
Io――弧焊机的空载电流,可实测,A:
Qc――补偿电容器容量,kvar:
ω――角频率,rad/s;
U――单相弧焊机的额定电压,kV。
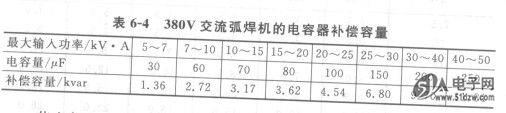
(2)查表法确定补偿容量 380V交流弧焊机的补偿电容器容量也可参照表6-4选取。这时功率因数将由0.45~0.60提高到0.60~0.70左右,输入视在功率减少20%左右,而一次侧配线损耗降低到64%左右。
若电焊机的额定电压为220V,则表中的电容量可按下式折算:

式中 C2--电压为220V电焊机的补偿电容器电容量,μF;
Cl--电压为380V电焊机的补偿电容器电容量,μF。
对于交流电阻焊机、直流弧焊机,可按表的1/2的电容值选取。
对于点焊机不适宜安装补偿电容器。
电焊机采用单台电容补偿时,在空载时都有过补偿问题,因此最好同时加装防电击节电装置,以增加节电效果。
1.电动机无功补偿容量的确定
(1)计算法确定补偿容量
①公式一根据空载电流确定的公式:
式中 K1――电容配比系数(为防止过补偿),N03A 一般取0.85
②公式二根据电动机额定功率确定的公式如下。
a.一般负荷的电动机: Qc=(0.2~0.4)P。
b.排灌等负荷轴惯性较大的电动机:
电动机功率≤30kW时,Qc=(0.5~0.6)P。
电动机功率40~75kW时,Qc=0.35P。
电动机功率75~200kW时,Qc=0.3P。
(2)查表法确定补偿容量 电动机个别补偿容量可参考表6-2和表6-3选择。
2.电焊机无功补偿容量的确定
(1)计算法确定在电焊变压器的一次侧加升压抽头(可减小补偿电容器容量)上加装补偿电容器,其电容量可按下式计算:
式中 C――电容量,mF;
8.1――经验系数;
Io――弧焊机的空载电流,可实测,A:
Qc――补偿电容器容量,kvar:
ω――角频率,rad/s;
U――单相弧焊机的额定电压,kV。
(2)查表法确定补偿容量 380V交流弧焊机的补偿电容器容量也可参照表6-4选取。这时功率因数将由0.45~0.60提高到0.60~0.70左右,输入视在功率减少20%左右,而一次侧配线损耗降低到64%左右。
若电焊机的额定电压为220V,则表中的电容量可按下式折算:
式中 C2--电压为220V电焊机的补偿电容器电容量,μF;
Cl--电压为380V电焊机的补偿电容器电容量,μF。
对于交流电阻焊机、直流弧焊机,可按表的1/2的电容值选取。
对于点焊机不适宜安装补偿电容器。
电焊机采用单台电容补偿时,在空载时都有过补偿问题,因此最好同时加装防电击节电装置,以增加节电效果。
 相关技术资料
相关技术资料- 3-31典型的DALI信息
- 1-7指示灯电路种类
- 11-15电动机和电焊机就地无功补偿容量的确定
- 相关IC型号
- N03A
- 暂无最新型号
热门点击
- 双母线接线优缺点
- MAX491芯片为RS-422/485扩展芯
- 耳塞式耳机的组装及原理
- 晶闸管的主要参数
- 补偿电容器组的接线方式
- 电磁抱闸制动线路
- 单结晶体管触发电路
- 运算放大器输出电压和功率扩展电路
- 磁钢是电饭煲中很重要的一个元件
- 炭粒式话筒的组成结构和工作原理
推荐技术资料

- 单片机版光立方的制作
- N视频: http://v.youku.comN_sh... [详细]
 公网安备44030402000607
公网安备44030402000607





