
波峰焊工艺技术介绍
发布时间:2011/9/24 14:35:46 访问次数:2067
波峰焊的一般工艺过程如图7.10所示。 BA5901K
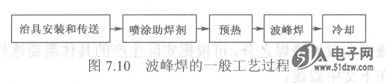
各工艺过程的内容及作用如下。
1.治具安装和传送
治具安装是指给待焊接的PCB板安装夹持的治具,可以限制基板受热变形的程度,防止冒锡现象的发生,从而确保浸锡效果的稳定。传送是把待焊接的PCB组件(装好元器件的印制电路板)装载到传送带上,以便进行下一步的焊接操作。
2.喷涂助焊剂
喷涂助焊剂是均匀地涂覆助焊剂,除去PCB和元器件焊接表面的氧化层,防止焊接过程中的再氧化。助焊剂的涂覆一定要均匀,尽量不产生堆积,否则将导致焊接短路或开路。
助焊剂喷涂系统有多种,主要有喷雾式、喷流式和发泡式。目前一般使用喷雾式助焊系统,采用免清洗助焊剂,这是因为免清洗助焊剂中固体含量极少,不挥发含量只有大约1/5~1/20。
常见喷雾方式有两种,一种是采用超声波击打助焊剂,使其颗粒变小,再喷涂到PCB板上。第二种是采用微细喷嘴在一定空气压力下喷出助焊剂;这种喷涂均匀、粒度小、易于控制,喷雾高度、宽度可自动调节,目前大多数自动焊接设备中采用了此种喷雾方式。
3.预热
(1)预热的作用
预热区的长短和预热温度的高低对焊接效杲都有影响。
①助焊剂中的溶剂成分在通过预热器时,将会受热挥发,从而避免溶剂成分在经过液面时高温气化造成炸裂现象的发生,最终防止产生锡粒的品质隐患。
②待浸锡产品搭载的部品在通过预热器时的缓慢升温,可避免过波峰时因骤热产生的物理作用造成部品损伤的情况发生。
③预热后的部品或端子在经过波峰时不会因自身温度较低的因素大幅度降低焊点的焊接温度,从而确保焊接在规定的时间内达到温度要求。
(2)预热方法
波峰焊机中常见的预热方法有三种:空气对流加热;红外加热器加热;热空气和辐射相结合的方法加热。
(3)预热温度
电路板的预热温度和预热时间的控制,根据电路板的不同而变化,要根据印制板的大小、厚度、元器件的尺寸和数量、SMT元器件的多少而确定。通常情况下PCB表面预热温度应该在90~130℃之间,多层板或SMT元器件较多时,预热温度取上限。预热温度控制得好,可防止虚焊、拉尖和桥接,减小焊料波峰对基板的热冲击,可有效解决焊接过程中PCB板
翘曲、分层、变形等问题。
4.波峰焊 BCP55-16
波峰焊有单波峰焊和双波峰焊之分。可根据实际生产的具体需要选择波峰焊形式和波峰焊机,详细内容将在下文中叙述。
5.冷却
浸锡后适当的冷却有助于增强焊点接合强度的功能,同时,冷却后的产品更利于炉后操作人员的作业,因此,浸锡后产品需进行冷却处理。
波峰焊的一般工艺过程如图7.10所示。 BA5901K
各工艺过程的内容及作用如下。
1.治具安装和传送
治具安装是指给待焊接的PCB板安装夹持的治具,可以限制基板受热变形的程度,防止冒锡现象的发生,从而确保浸锡效果的稳定。传送是把待焊接的PCB组件(装好元器件的印制电路板)装载到传送带上,以便进行下一步的焊接操作。
2.喷涂助焊剂
喷涂助焊剂是均匀地涂覆助焊剂,除去PCB和元器件焊接表面的氧化层,防止焊接过程中的再氧化。助焊剂的涂覆一定要均匀,尽量不产生堆积,否则将导致焊接短路或开路。
助焊剂喷涂系统有多种,主要有喷雾式、喷流式和发泡式。目前一般使用喷雾式助焊系统,采用免清洗助焊剂,这是因为免清洗助焊剂中固体含量极少,不挥发含量只有大约1/5~1/20。
常见喷雾方式有两种,一种是采用超声波击打助焊剂,使其颗粒变小,再喷涂到PCB板上。第二种是采用微细喷嘴在一定空气压力下喷出助焊剂;这种喷涂均匀、粒度小、易于控制,喷雾高度、宽度可自动调节,目前大多数自动焊接设备中采用了此种喷雾方式。
3.预热
(1)预热的作用
预热区的长短和预热温度的高低对焊接效杲都有影响。
①助焊剂中的溶剂成分在通过预热器时,将会受热挥发,从而避免溶剂成分在经过液面时高温气化造成炸裂现象的发生,最终防止产生锡粒的品质隐患。
②待浸锡产品搭载的部品在通过预热器时的缓慢升温,可避免过波峰时因骤热产生的物理作用造成部品损伤的情况发生。
③预热后的部品或端子在经过波峰时不会因自身温度较低的因素大幅度降低焊点的焊接温度,从而确保焊接在规定的时间内达到温度要求。
(2)预热方法
波峰焊机中常见的预热方法有三种:空气对流加热;红外加热器加热;热空气和辐射相结合的方法加热。
(3)预热温度
电路板的预热温度和预热时间的控制,根据电路板的不同而变化,要根据印制板的大小、厚度、元器件的尺寸和数量、SMT元器件的多少而确定。通常情况下PCB表面预热温度应该在90~130℃之间,多层板或SMT元器件较多时,预热温度取上限。预热温度控制得好,可防止虚焊、拉尖和桥接,减小焊料波峰对基板的热冲击,可有效解决焊接过程中PCB板
翘曲、分层、变形等问题。
4.波峰焊 BCP55-16
波峰焊有单波峰焊和双波峰焊之分。可根据实际生产的具体需要选择波峰焊形式和波峰焊机,详细内容将在下文中叙述。
5.冷却
浸锡后适当的冷却有助于增强焊点接合强度的功能,同时,冷却后的产品更利于炉后操作人员的作业,因此,浸锡后产品需进行冷却处理。
上一篇:浸焊
上一篇:波峰焊的工艺参数及要求
 相关技术资料
相关技术资料
热门点击
- 常见热敏电阻器及其图形符号
- 耳机的结构特点
- 数字电路基础知识
- 测量误差主要来源
- 调幅收音机组成方框图
- 三极管外形特征和电路符号识图信息
- 电阻器的图形符号及单位
- 功率放大电路的工作状态有几种?
- 二极管电路符号识图信息和基本工作原理
- 指针万用表面板介绍
推荐技术资料
- FU-19推挽功放制作
- FU-19是国产大功率发射双四极功率电二管,EPL20... [详细]
 公网安备44030402000607
公网安备44030402000607





