
Tsi148-133ILY 三相笼型异步电动机定子绕组
发布时间:2019/11/30 19:16:38 访问次数:2429
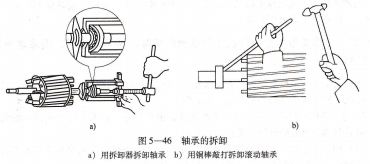
Tsi148-133ILY轴承的拆卸、清洗与一般检查 拆卸电动机轴承时,拆卸器的大小选用要合适,拆卸器的脚应尽量紧扣轴承的内圈将轴承拉出。也可用铜棒敲打的方法拆卸滚动轴承,如图5-46所示。
清洗轴承时,应先刮去轴承和轴承盖上的废油,用煤油洗净残存油污,然后用清洁布擦拭干净。注意不能用棉纱擦拭轴承。轴承洗净擦拭后,用手旋转轴承外圈,观察其转动是否灵活,若遇卡或过松,需再仔细观察滚道间、保持器及滚珠(或滚柱)表面有无锈迹、斑痕等,根据检查情况决定轴承是否需要更换。
装配步骤 电动机的装配步骤与拆卸步骤相反。在装配时,除各配合处要清理除锈和按部件标记复位外,还应注意以下四方面问题:
更换新轴承时,应将其置于70~80℃的变压器油中加热5min左右,再用汽油洗净,用洁净布擦干,再进行轴承的装配。轴承装配有冷套和热套两种方法。
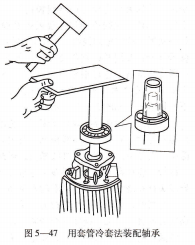
冷套法:把轴承套在清洗干净并加润滑脂的轴上,对准轴颈,用一般内径略大于轴颈直径且外径略小于轴承内圈外径的套管,将套管的一端顶住轴承内圈,套管的另一端垫上木板,用锤子敲打木板,把轴承敲进去,如图5-47所示。
热套法:将轴承放置在80~100℃变压器油中加热30 min左右。加热时油面要超过轴承,且轴承要放在网架上不要与底壁接触。加热要均匀,把握好温度和时间。热套时,要趁热迅速将轴承一直推到轴颈。套好后用皮老虎吹去轴承内的变压器油,并擦拭干净。
装润滑脂 轴承的润滑脂应保持清洁和够量,塞装时要均匀,但不宜过量。润滑
脂的用量不宜超过轴承及轴承盖容积的2/3;对于转速在2000r/min以上的电动机,润滑脂的用量应减少为轴承盖容积的1/2。
端盖紧固螺栓时,要按对角线上下左右逐步拧紧。装配完毕,转子应转动灵活、均匀、无停滞或偏重现象。
安装带轮(或联轴器)时,要注意对准键槽或定位螺孔。在带轮(或联轴器)的端面垫上木块用锤子打人。在安装较大型电动机的带轮(或联轴器)时,可用千斤顶将带轮(或联轴器)顶入。
三相笼型异步电动机定子绕组的拆除、绕制、接线、浸漆烘干及首尾端判别
电动机定子绕组严重损坏且无法修复时,应拆除损坏的绕组,重新绕制新绕组、嵌线、接线、浸漆烘干并做修复后的一般试验。
定子绕组的拆除 冷态时的绕组较硬,很难拆除,必须加热软化绕组绝缘后拆除。拆除时的加热方法有以下几种:
电流加热法 将绕组端部各连接线拆开,在绕组中通人单相低压大电流,绕组软化冒烟时,切断电源,打出槽模,迅速拆除线组。
用烘箱、煤炉、煤气、乙炔或喷灯等加热拆除 这类加热方法的加热温度较高,在加热过程中应特别注意过高的温度会烧坏铁芯,使硅钢片性能变坏。
拆除旧绕组时应注意:
要保留一只完整的线圈,以各制作绕线模时参考。
应做好铭牌数据、槽数、绕组节距、连接方式、绕组只数、每槽导线匝数、导线并绕根数、导线直径及绕组形状和周长等记录。
拆除绕组后,应修正槽形,清除槽内残留绝缘物。
绕组的绕制 绕组尺寸的大小与嵌线质量及电动机性能好坏有着密切的关系,而
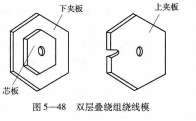
绕组尺寸的大小完全是由绕线模的尺寸来决定的。囚此,绕线模的尺寸要做得准确,最好是从拆下的完整旧绕组中取出其中的一匝,参考其形状及周长,制作绕线模,并先绕制芯板一联绕组试嵌。也可根据电动机型号查找电双层叠绕组绕线模工手册有关技术资料。绕线模由芯板和上、下夹板组成,如图5-48所示。
绕线前,检查导线规格无误后,将线盘放上线架。绕线模安装在绕线机的主轴上并用螺帽拧紧,紧固后的绕线模挡板与模心之间不应出现缝隙,以避免绕线时导线嵌在缝隙中,把布带放人绕线模扎线糟内,供绕组绕好后绑扎用。再在线架与绕线机之间放置夹线板,将线盘上抽出的导线头穿过夹线板中间的毛毡,再穿上一段玻璃漆管,然后将导线头挂在绕线模右边,从右向左绕制。示意图如图5-49所示。
绕线时,调整好夹线板拉力,手握玻璃漆管掌握导线,使导线在线模内整齐排列、层次分明且不交叉.绕完―个线圈,仔细核对匝数无误后,将扎线上翻,扎紧后再绕下一线圈。绕完――个极相组后,要留一定长度的导线做极相组间连接线。
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
Tsi148-133ILY轴承的拆卸、清洗与一般检查 拆卸电动机轴承时,拆卸器的大小选用要合适,拆卸器的脚应尽量紧扣轴承的内圈将轴承拉出。也可用铜棒敲打的方法拆卸滚动轴承,如图5-46所示。
清洗轴承时,应先刮去轴承和轴承盖上的废油,用煤油洗净残存油污,然后用清洁布擦拭干净。注意不能用棉纱擦拭轴承。轴承洗净擦拭后,用手旋转轴承外圈,观察其转动是否灵活,若遇卡或过松,需再仔细观察滚道间、保持器及滚珠(或滚柱)表面有无锈迹、斑痕等,根据检查情况决定轴承是否需要更换。
装配步骤 电动机的装配步骤与拆卸步骤相反。在装配时,除各配合处要清理除锈和按部件标记复位外,还应注意以下四方面问题:
更换新轴承时,应将其置于70~80℃的变压器油中加热5min左右,再用汽油洗净,用洁净布擦干,再进行轴承的装配。轴承装配有冷套和热套两种方法。
冷套法:把轴承套在清洗干净并加润滑脂的轴上,对准轴颈,用一般内径略大于轴颈直径且外径略小于轴承内圈外径的套管,将套管的一端顶住轴承内圈,套管的另一端垫上木板,用锤子敲打木板,把轴承敲进去,如图5-47所示。
热套法:将轴承放置在80~100℃变压器油中加热30 min左右。加热时油面要超过轴承,且轴承要放在网架上不要与底壁接触。加热要均匀,把握好温度和时间。热套时,要趁热迅速将轴承一直推到轴颈。套好后用皮老虎吹去轴承内的变压器油,并擦拭干净。
装润滑脂 轴承的润滑脂应保持清洁和够量,塞装时要均匀,但不宜过量。润滑
脂的用量不宜超过轴承及轴承盖容积的2/3;对于转速在2000r/min以上的电动机,润滑脂的用量应减少为轴承盖容积的1/2。
端盖紧固螺栓时,要按对角线上下左右逐步拧紧。装配完毕,转子应转动灵活、均匀、无停滞或偏重现象。
安装带轮(或联轴器)时,要注意对准键槽或定位螺孔。在带轮(或联轴器)的端面垫上木块用锤子打人。在安装较大型电动机的带轮(或联轴器)时,可用千斤顶将带轮(或联轴器)顶入。
三相笼型异步电动机定子绕组的拆除、绕制、接线、浸漆烘干及首尾端判别
电动机定子绕组严重损坏且无法修复时,应拆除损坏的绕组,重新绕制新绕组、嵌线、接线、浸漆烘干并做修复后的一般试验。
定子绕组的拆除 冷态时的绕组较硬,很难拆除,必须加热软化绕组绝缘后拆除。拆除时的加热方法有以下几种:
电流加热法 将绕组端部各连接线拆开,在绕组中通人单相低压大电流,绕组软化冒烟时,切断电源,打出槽模,迅速拆除线组。
用烘箱、煤炉、煤气、乙炔或喷灯等加热拆除 这类加热方法的加热温度较高,在加热过程中应特别注意过高的温度会烧坏铁芯,使硅钢片性能变坏。
拆除旧绕组时应注意:
要保留一只完整的线圈,以各制作绕线模时参考。
应做好铭牌数据、槽数、绕组节距、连接方式、绕组只数、每槽导线匝数、导线并绕根数、导线直径及绕组形状和周长等记录。
拆除绕组后,应修正槽形,清除槽内残留绝缘物。
绕组的绕制 绕组尺寸的大小与嵌线质量及电动机性能好坏有着密切的关系,而
绕组尺寸的大小完全是由绕线模的尺寸来决定的。囚此,绕线模的尺寸要做得准确,最好是从拆下的完整旧绕组中取出其中的一匝,参考其形状及周长,制作绕线模,并先绕制芯板一联绕组试嵌。也可根据电动机型号查找电双层叠绕组绕线模工手册有关技术资料。绕线模由芯板和上、下夹板组成,如图5-48所示。
绕线前,检查导线规格无误后,将线盘放上线架。绕线模安装在绕线机的主轴上并用螺帽拧紧,紧固后的绕线模挡板与模心之间不应出现缝隙,以避免绕线时导线嵌在缝隙中,把布带放人绕线模扎线糟内,供绕组绕好后绑扎用。再在线架与绕线机之间放置夹线板,将线盘上抽出的导线头穿过夹线板中间的毛毡,再穿上一段玻璃漆管,然后将导线头挂在绕线模右边,从右向左绕制。示意图如图5-49所示。
绕线时,调整好夹线板拉力,手握玻璃漆管掌握导线,使导线在线模内整齐排列、层次分明且不交叉.绕完―个线圈,仔细核对匝数无误后,将扎线上翻,扎紧后再绕下一线圈。绕完――个极相组后,要留一定长度的导线做极相组间连接线。
深圳市唯有度科技有限公司http://wydkj.51dzw.com/
 相关技术资料
相关技术资料- 7-14NeuPro NPUs+ SensPro DSP技术参数设计
- 7-14双通道ATA-2022H高压放大器
- 7-14旗舰大模型Grok 4、Grok 4 API发展趋势
- 7-14耦合仿真技术及高保真模型试验技术应用探究
- 7-14GPU、FPGA、ASIC。GPU、FPGA技术解释
- 7-14ASIC/FPGA/GPU芯片及边缘-云端
- 7-12PWM输入功率驱动器工作原理
- 7-12隔离式 DC/DC 变换器和模块优势特征
- 7-12解读集成4 个高效降压 DC/DC 变换器
- 7-12数字隔离功能全集成 DC/DC 电源变换器简述
- 7-12集成低噪声电流输入模数转换器 (ADC)应用详解
- 7-12128 通道20 位电流数字转换器应用探究

 公网安备44030402000607
公网安备44030402000607





