
利用1个定时器结合比较指令实现的
发布时间:2015/9/26 17:01:10 访问次数:1392
如图8 -13所示,利用40CPQ100PBF个定时器实现4道工序分级定时控制另一种编程方法。
如图8-14所示,利用1个定时器结合比较指令实现的。用1个定时器设置全过程时间,并用3条比较指令来判断和启动各道工序。定时器的预定值为总加工时间36s(K360),当XO闭合后,YO通电,进行第一道工序,6s后其经过值寄存器EV的值减为K300,Yl通电,启动第二道工序,同时停止第一道工序。
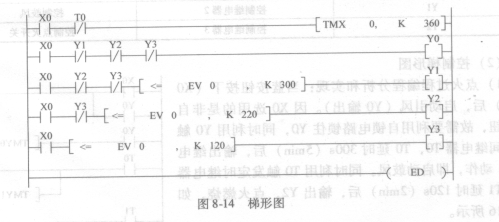
依次类推。图中每个输出支路都串联了运行控制开关XO,以便随时停止每道工序的加工。
方法4:如图8 -15所示,利用1个计数器结合比较指令实现的。不过使用计数器时必须结合时钟脉冲继电器,这里借助于o.1s时钟脉冲继电器进行定时控制,再结合比较指令,进行顺序和檐环控制,以完成工件的加工。
如图8 -13所示,利用40CPQ100PBF个定时器实现4道工序分级定时控制另一种编程方法。
如图8-14所示,利用1个定时器结合比较指令实现的。用1个定时器设置全过程时间,并用3条比较指令来判断和启动各道工序。定时器的预定值为总加工时间36s(K360),当XO闭合后,YO通电,进行第一道工序,6s后其经过值寄存器EV的值减为K300,Yl通电,启动第二道工序,同时停止第一道工序。
依次类推。图中每个输出支路都串联了运行控制开关XO,以便随时停止每道工序的加工。
方法4:如图8 -15所示,利用1个计数器结合比较指令实现的。不过使用计数器时必须结合时钟脉冲继电器,这里借助于o.1s时钟脉冲继电器进行定时控制,再结合比较指令,进行顺序和檐环控制,以完成工件的加工。
 相关技术资料
相关技术资料- 10-10建筑立面照明
- 9-26利用1个定时器结合比较指令实现的
- 9-24PLC机型的选择

 公网安备44030402000607
公网安备44030402000607





